СТО 00220256-005-2005 Швы стыковых, угловых и тавровых сварных соединений сосудов и аппаратов, работающих под давлением. Методика ультразвукового контроля
Описание:
Статус: действующий
Обозначение: СТО 00220256-005-2005
Название русское: Швы стыковых, угловых и тавровых сварных соединений сосудов и аппаратов, работающих под давлением. Методика ультразвукового контроля
Дата введения: 2006-06-01
Разработан в: ОАО "НИИХИММАШ"
ОАО "ИркутскНИИхиммаш"
Утверждён в: ОАО "НИИхиммаш" (12.12.2005)
ОАО "ИркутскНИИхиммаш" (12.12.2005)
Опубликован в: ОАО "НИИХИММАШ" № 2005
Область и условия применения: Настоящий стандарт устанавливает методику ультразвукового контроля стыковых, угловых и тавровых сварных соединений химической и нефтехимической аппаратуры из углеродистых и низколегированных сталей, порядок его проведения, регистрации дефектов и оценки качества сварных соединений. Данный стандарт может быть использован как при изготовлении, ремонте, реконструкции, монтаже, так и при эксплуатации (техническом диагностировании и освидетельствовании нефтехимического оборудования)
Заменяет собой:ОСТ 26-2044-83
Оглавление: 1. ОБЛАСТЬ ПРИМЕНЕНИЯ
2. НОРМАТИВНЫЕ ССЫЛКИ
3. ОСНОВНЫЕ ПОЛОЖЕНИЯ
4 АППАРАТУРА
4.1 ДЕФЕКТОСКОПЫ И ПРЕОБРАЗОВАТЕЛИ
4.2 СТАНДАРТНЫЕ ОБРАЗЦЫ
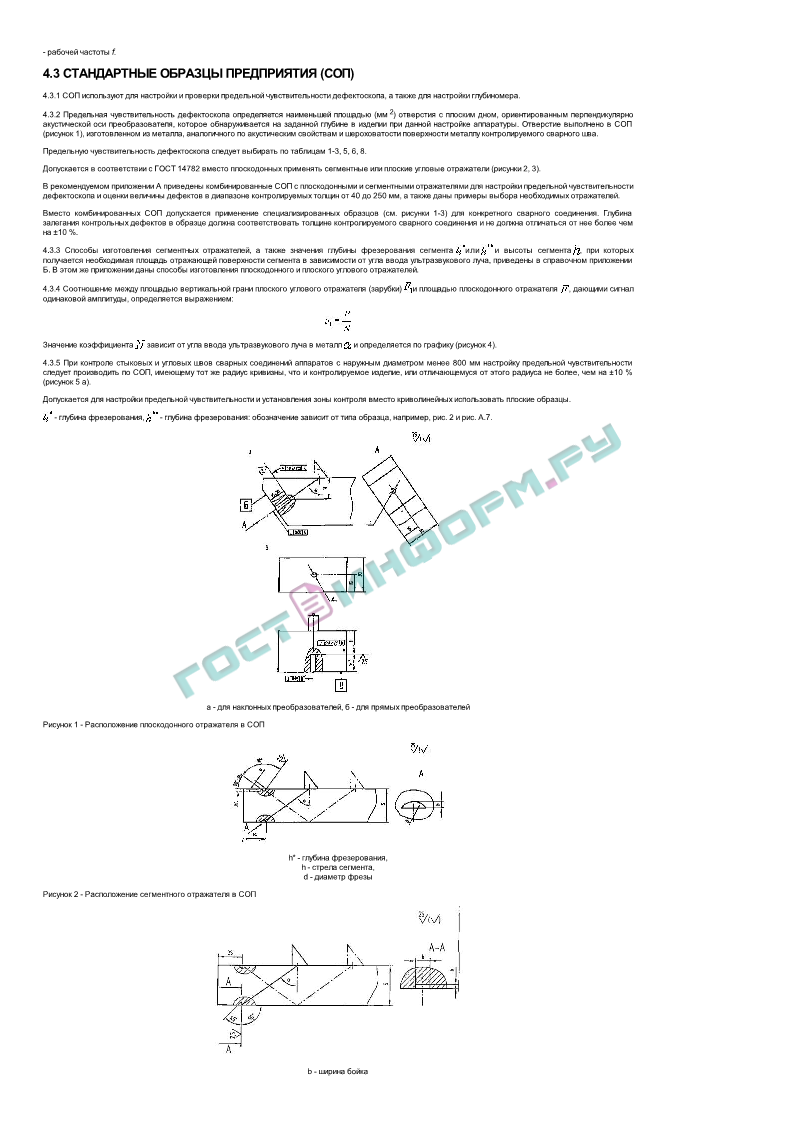
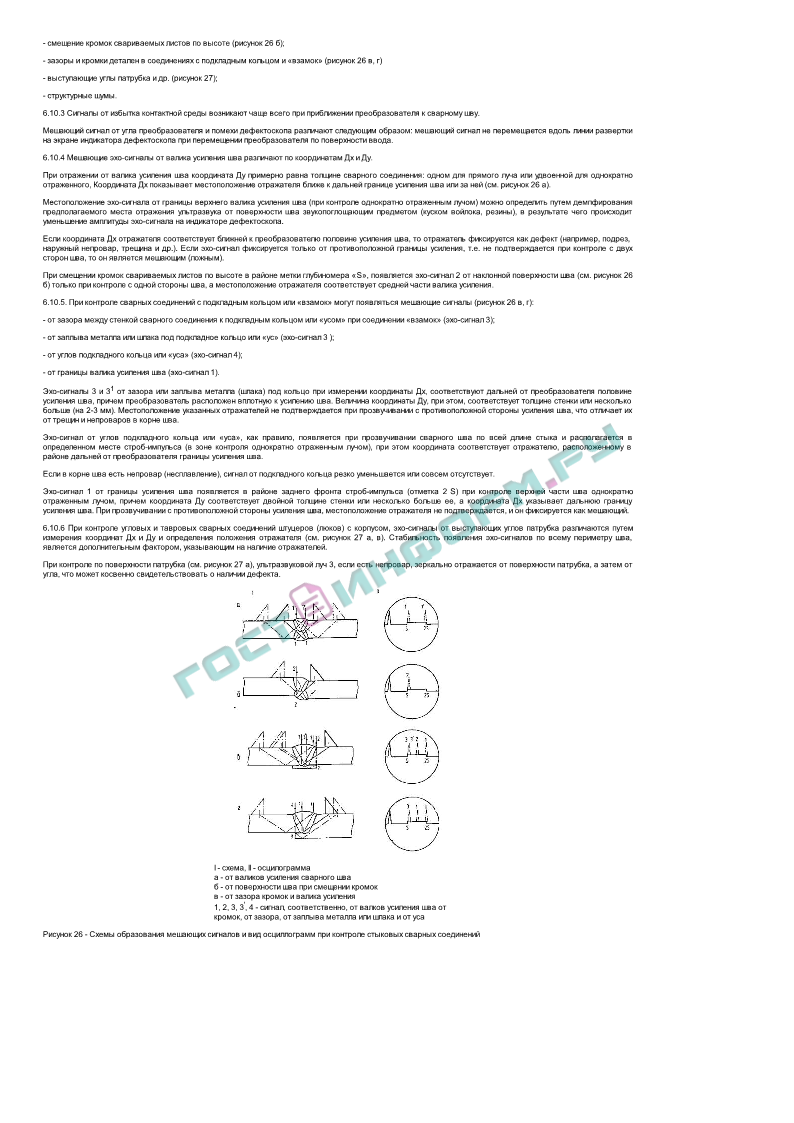
4.3 СТАНДАРТНЫЕ ОБРАЗЦЫ ПРЕДПРИЯТИЯ (СОП)
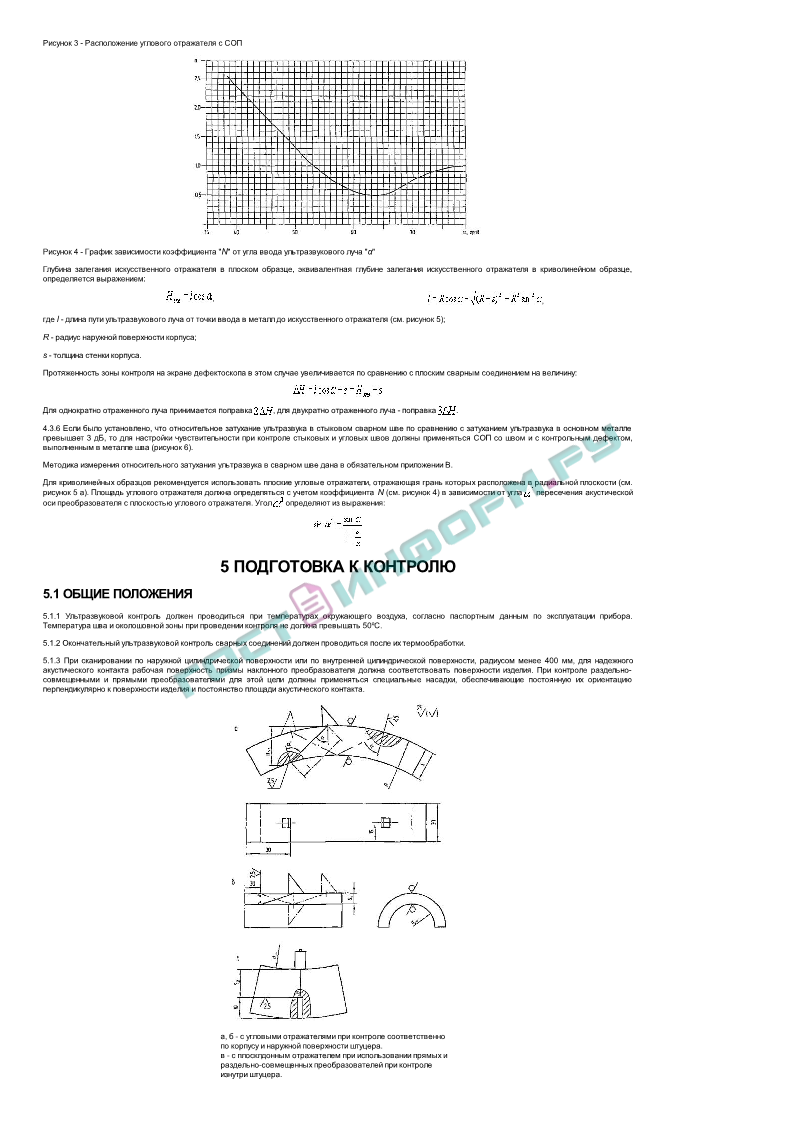
5 ПОДГОТОВКА К КОНТРОЛЮ
5.1 ОБЩИЕ ПОЛОЖЕНИЯ
5.2 ТРЕБОВАНИЯ К ДЕФЕКТОСКОПИСТАМ
5.3 ТРЕБОВАНИЯ К УЧАСТКУ КОНТРОЛЯ
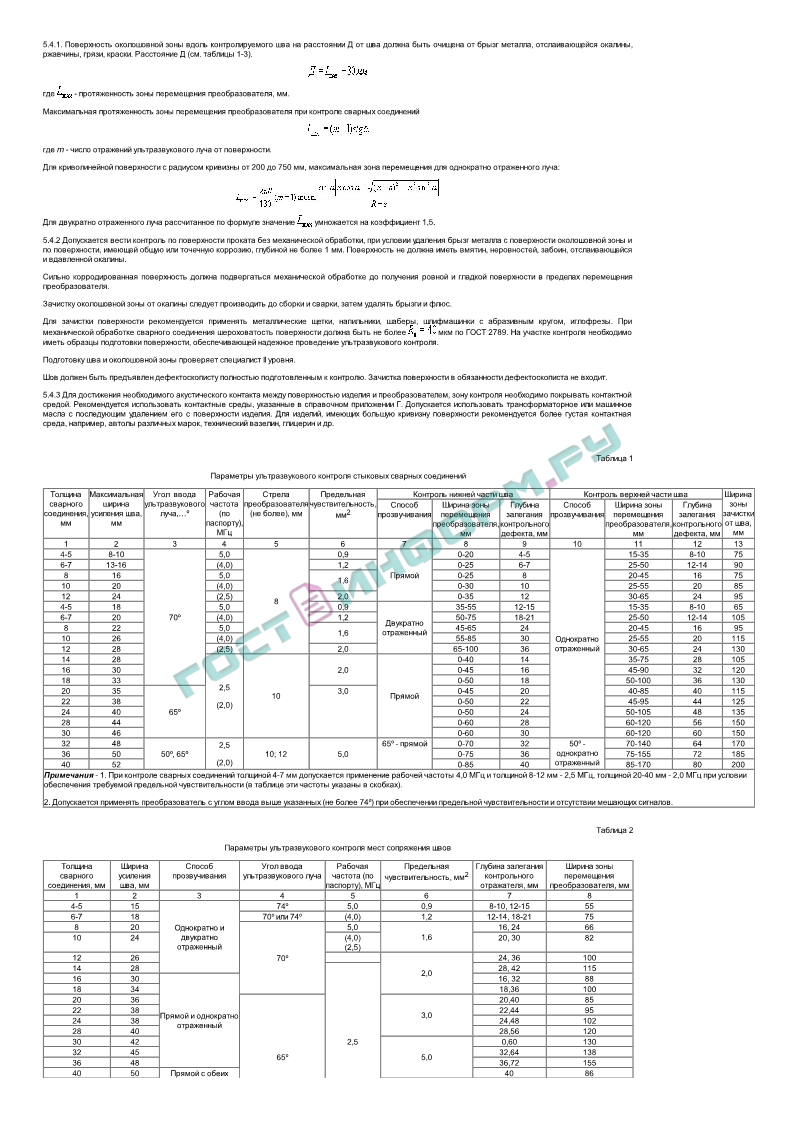
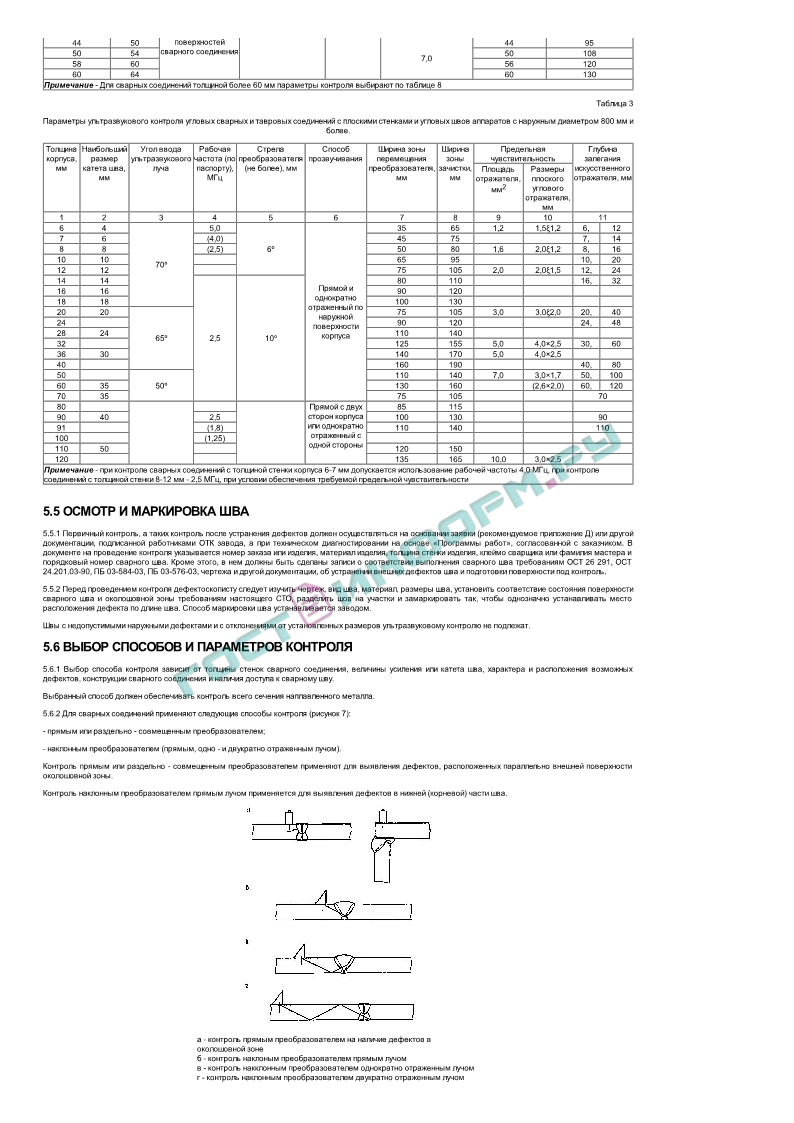
5.4 ПОДГОТОВКА ПОВЕРХНОСТИ ПОД КОНТРОЛЬ
5.5 ОСМОТР И МАРКИРОВКА ШВА
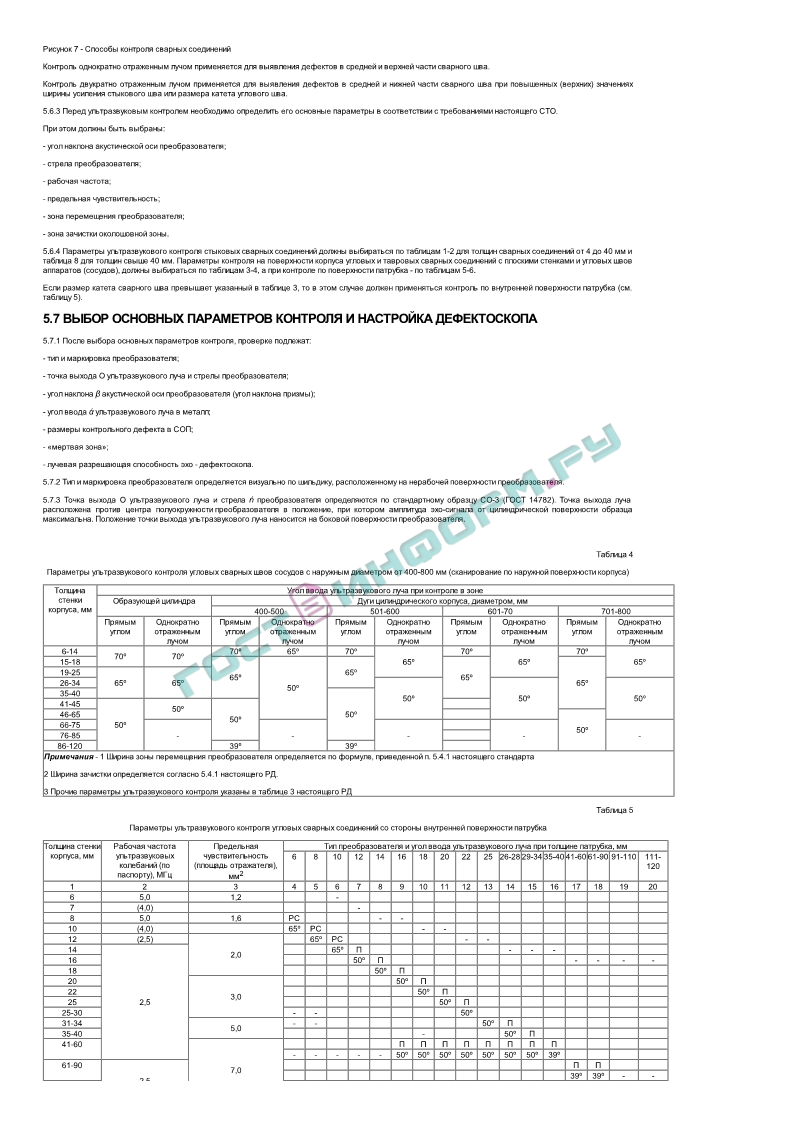
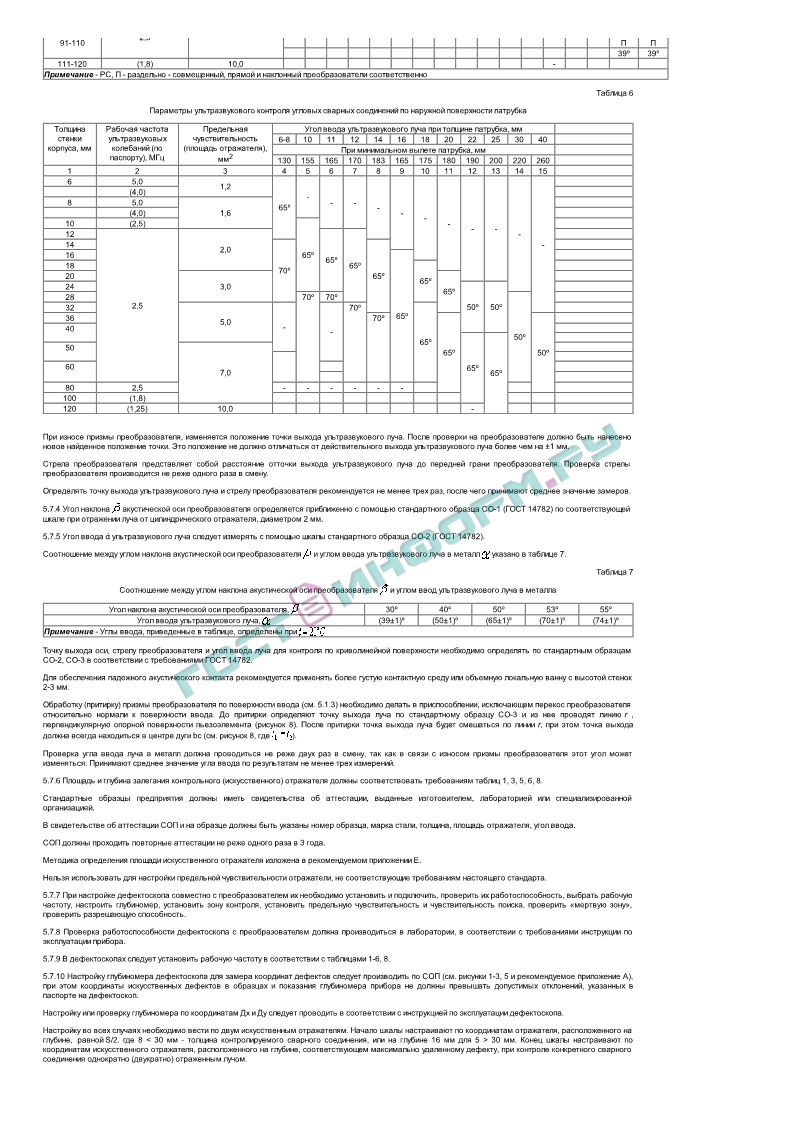
5.6 ВЫБОР СПОСОБОВ И ПАРАМЕТРОВ КОНТРОЛЯ
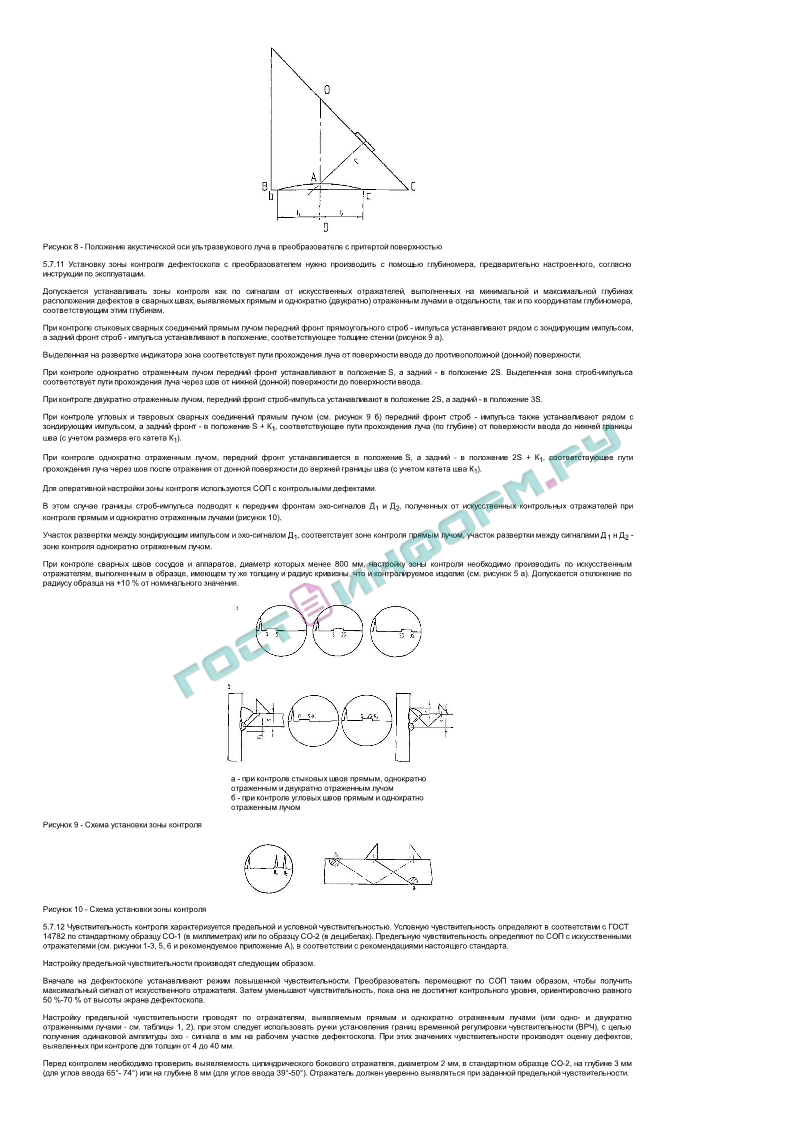
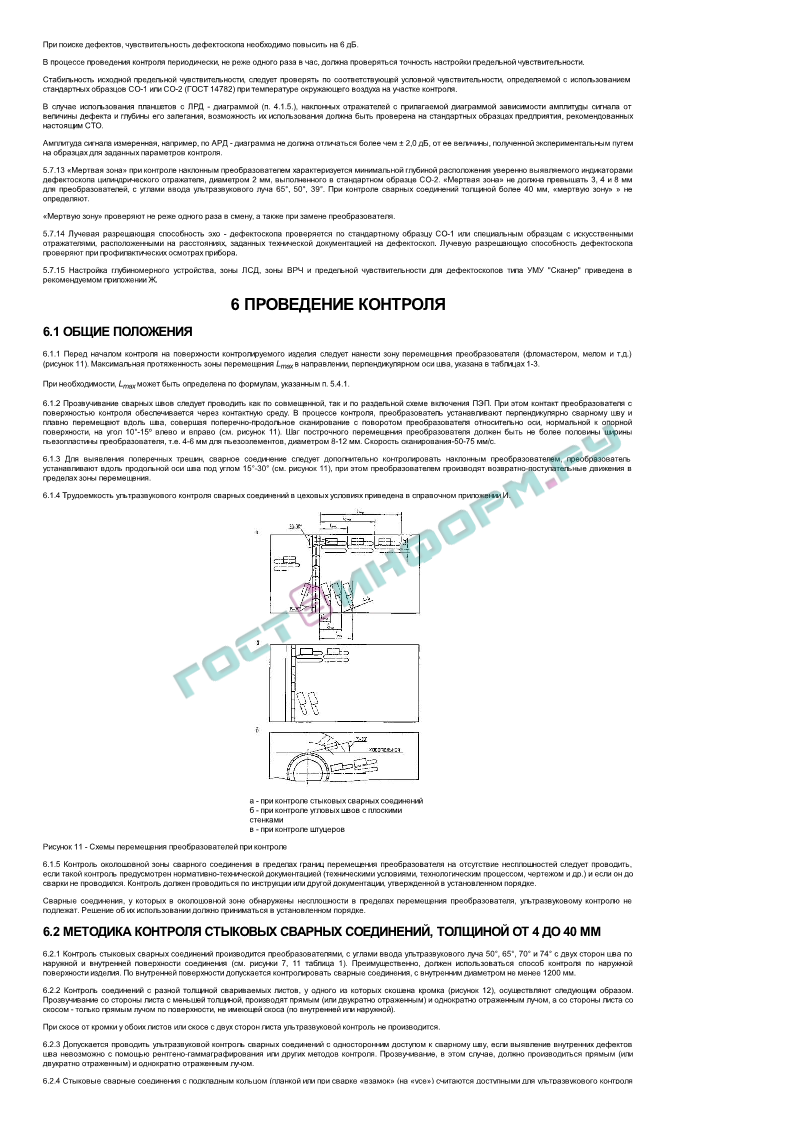
5.7 ВЫБОР ОСНОВНЫХ ПАРАМЕТРОВ КОНТРОЛЯ И НАСТРОЙКА ДЕФЕКТОСКОПА
6 ПРОВЕДЕНИЕ КОНТРОЛЯ
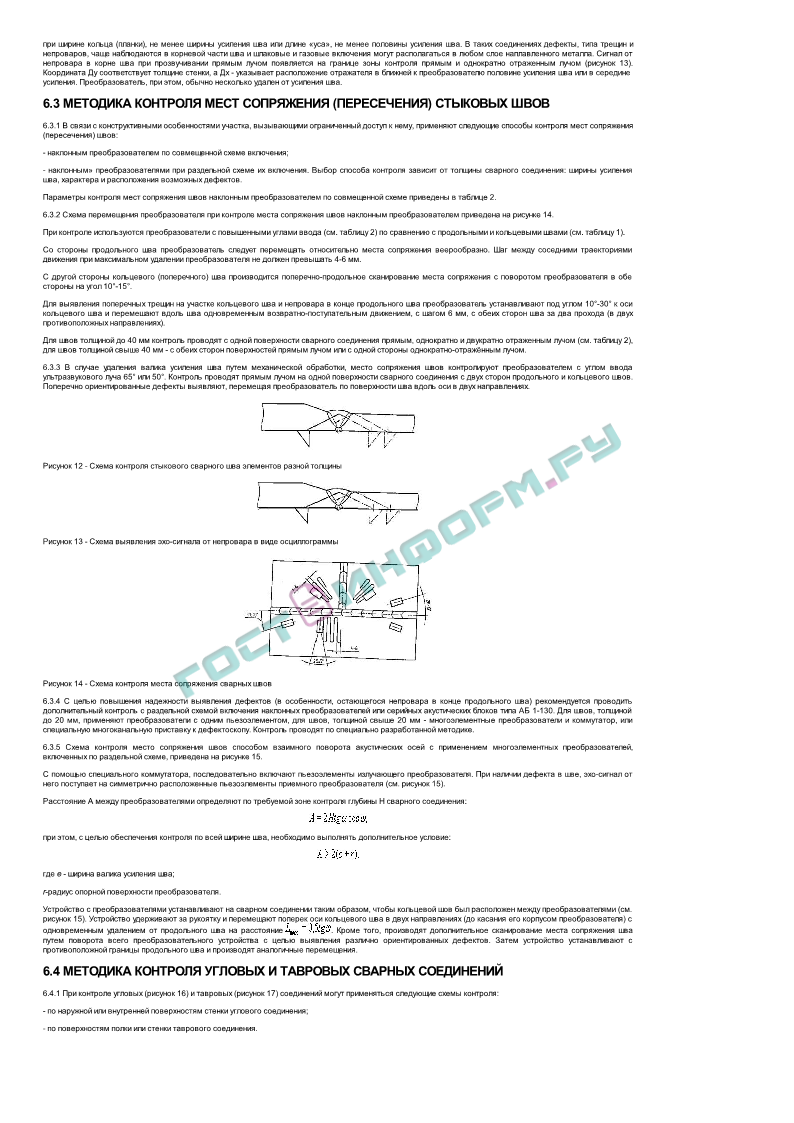
6.1 ОБЩИЕ ПОЛОЖЕНИЯ
6.2 МЕТОДИКА КОНТРОЛЯ СТЫКОВЫХ СВАРНЫХ СОЕДИНЕНИЙ, ТОЛЩИНОЙ ОТ 4 ДО 40 ММ
6.3 МЕТОДИКА КОНТРОЛЯ МЕСТ СОПРЯЖЕНИЯ (ПЕРЕСЕЧЕНИЯ) СТЫКОВЫХ ШВОВ
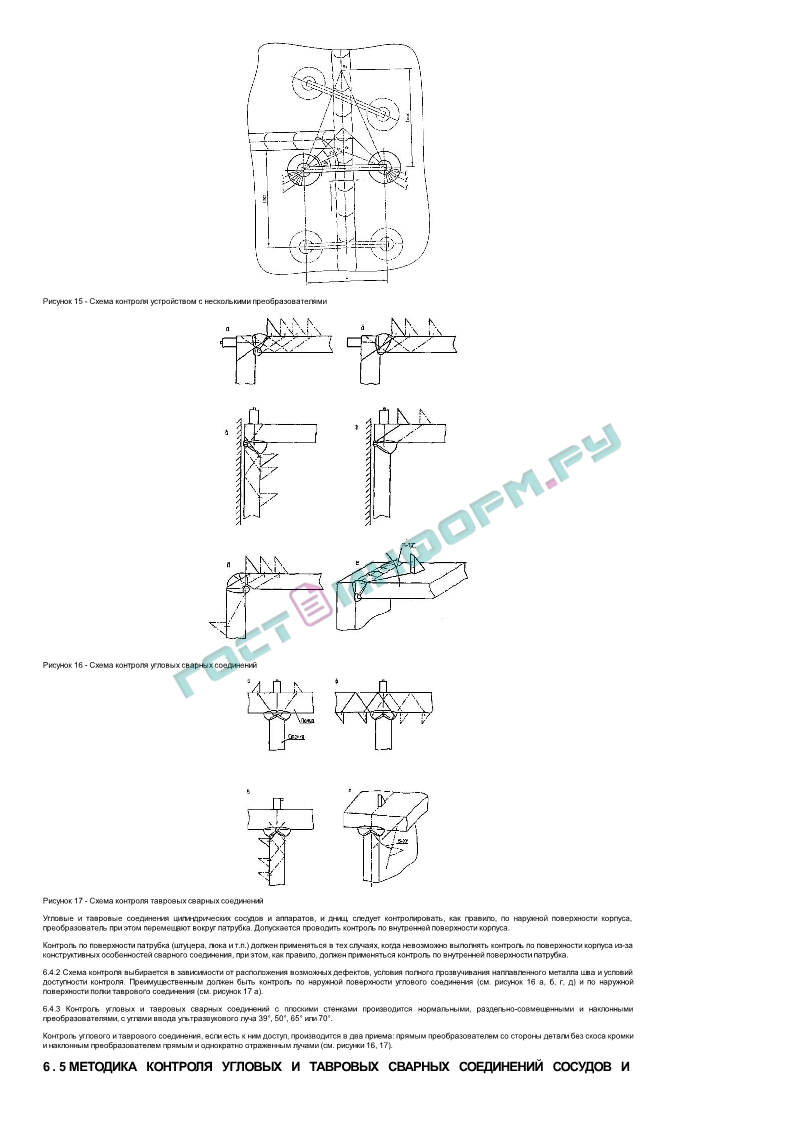
6.4 МЕТОДИКА КОНТРОЛЯ УГЛОВЫХ И ТАВРОВЫХ СВАРНЫХ СОЕДИНЕНИЙ
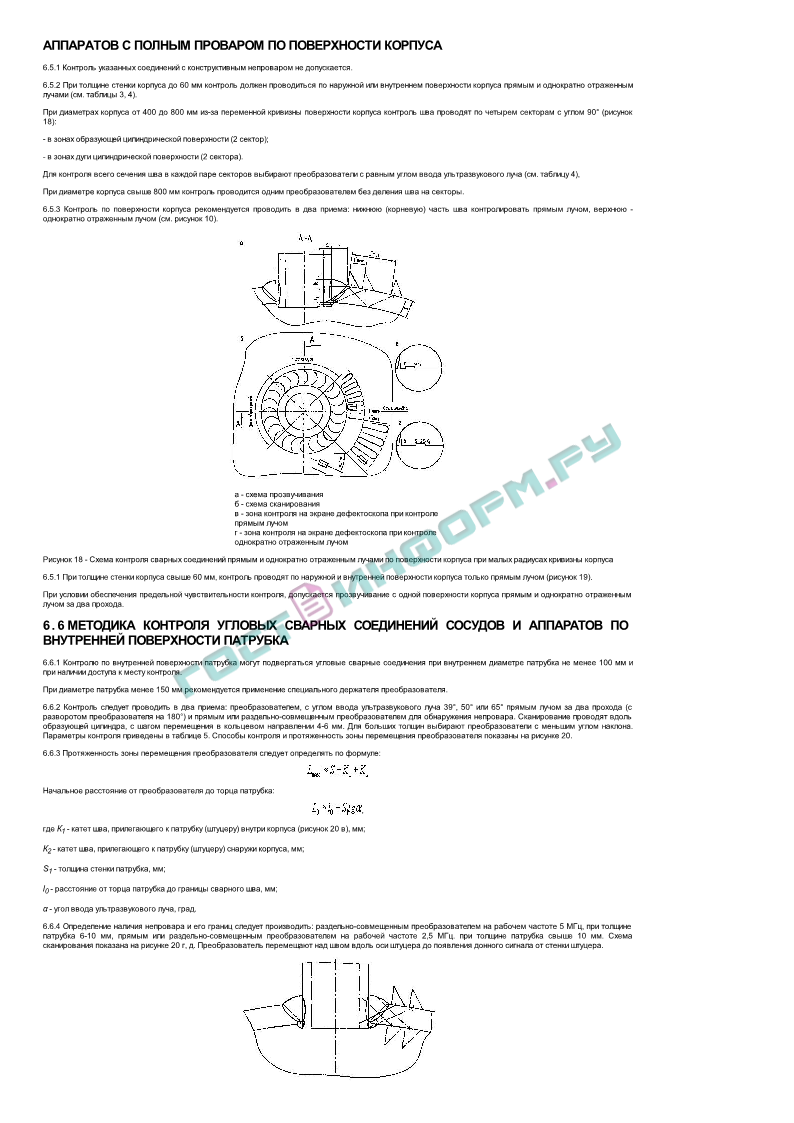
6.5 МЕТОДИКА КОНТРОЛЯ УГЛОВЫХ И ТАВРОВЫХ СВАРНЫХ СОЕДИНЕНИЙ СОСУДОВ И АППАРАТОВ С ПОЛНЫМ ПРОВАРОМ ПО ПОВЕРХНОСТИ КОРПУСА
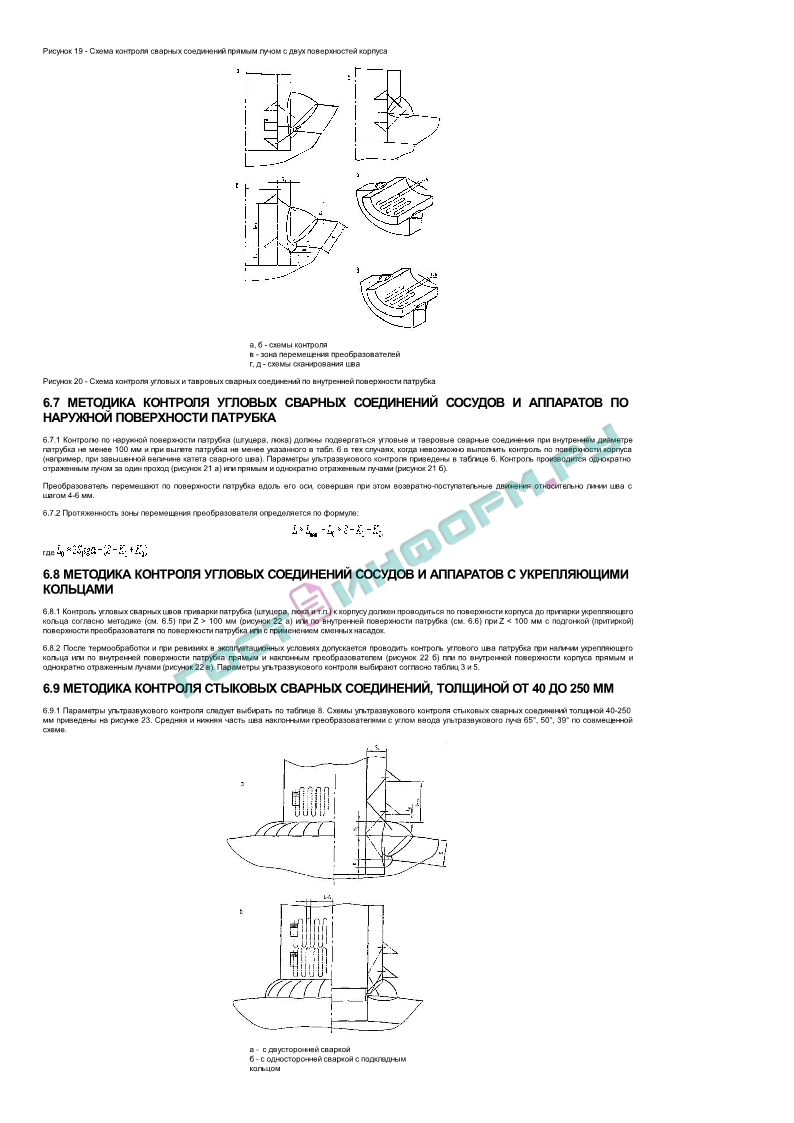
6.6 МЕТОДИКА КОНТРОЛЯ УГЛОВЫХ СВАРНЫХ СОЕДИНЕНИЙ СОСУДОВ И АППАРАТОВ ПО ВНУТРЕННЕЙ ПОВЕРХНОСТИ ПАТРУБКА
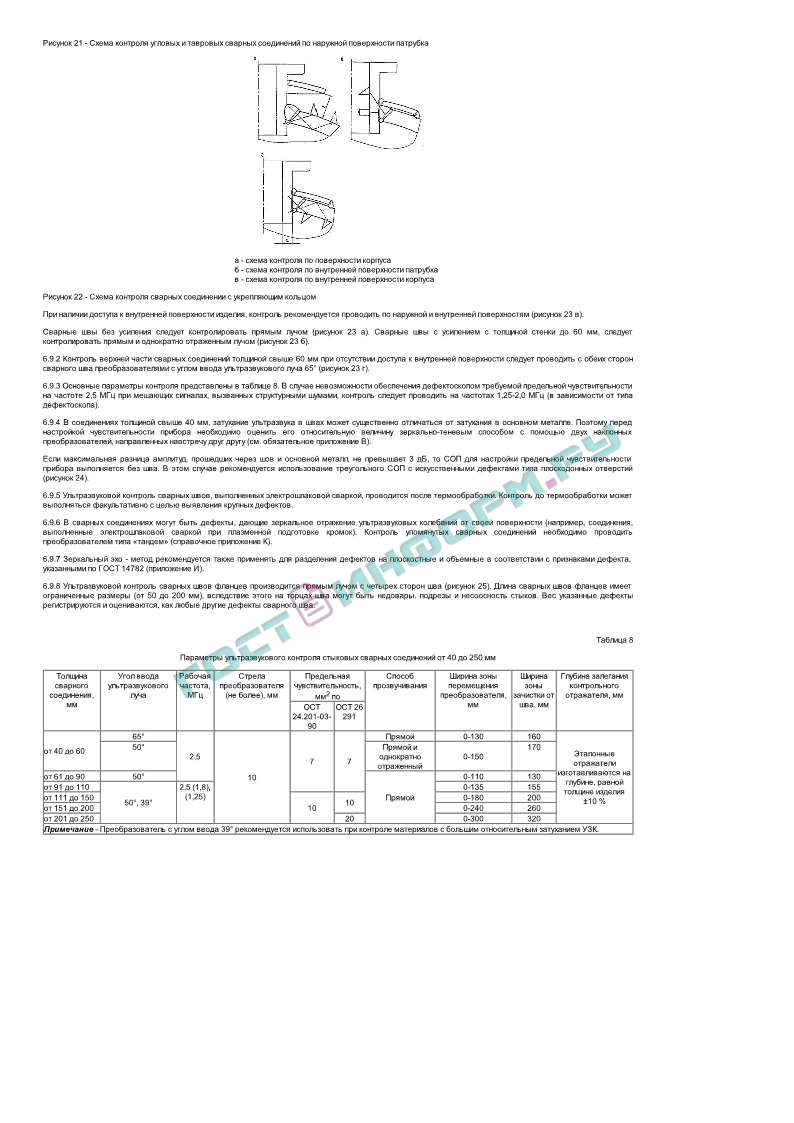
6.7 МЕТОДИКА КОНТРОЛЯ УГЛОВЫХ СВАРНЫХ СОЕДИНЕНИЙ СОСУДОВ И АППАРАТОВ ПО НАРУЖНОЙ ПОВЕРХНОСТИ ПАТРУБКА
6.8 МЕТОДИКА КОНТРОЛЯ УГЛОВЫХ СОЕДИНЕНИЙ СОСУДОВ И АППАРАТОВ С УКРЕПЛЯЮЩИМИ КОЛЬЦАМИ
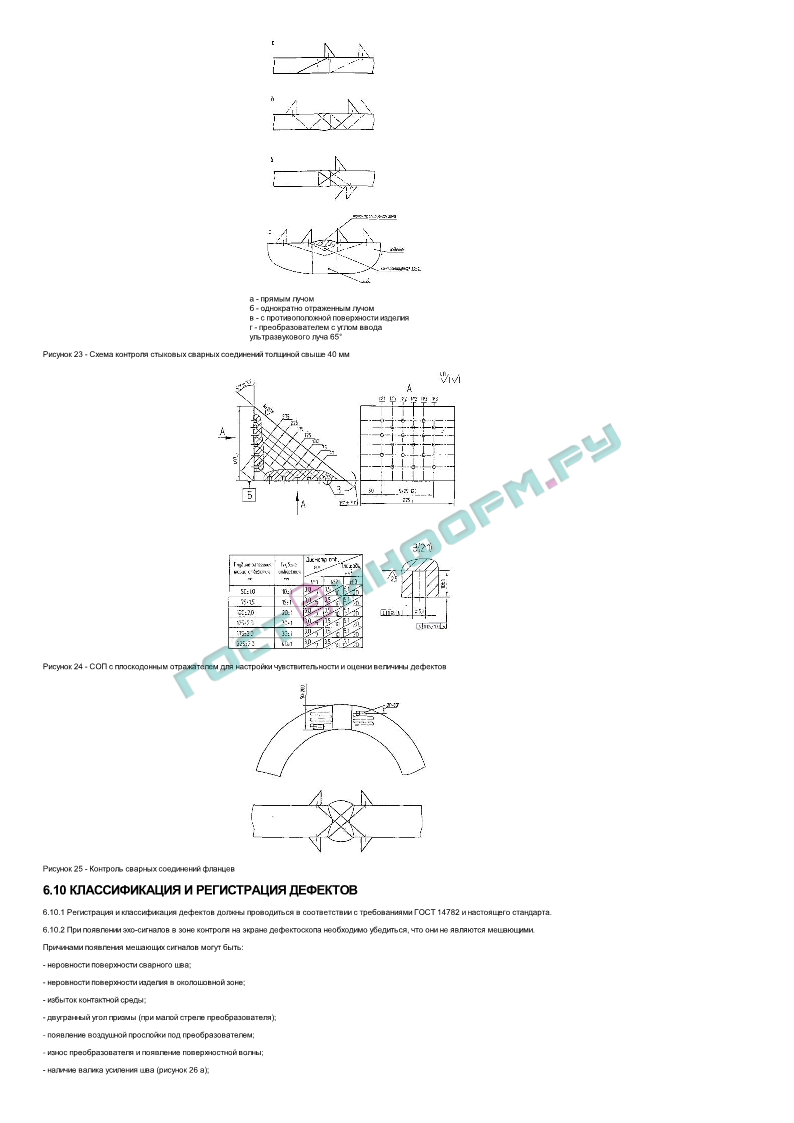
6.9 МЕТОДИКА КОНТРОЛЯ СТЫКОВЫХ СВАРНЫХ СОЕДИНЕНИЙ, ТОЛЩИНОЙ ОТ 40 ДО 250 ММ
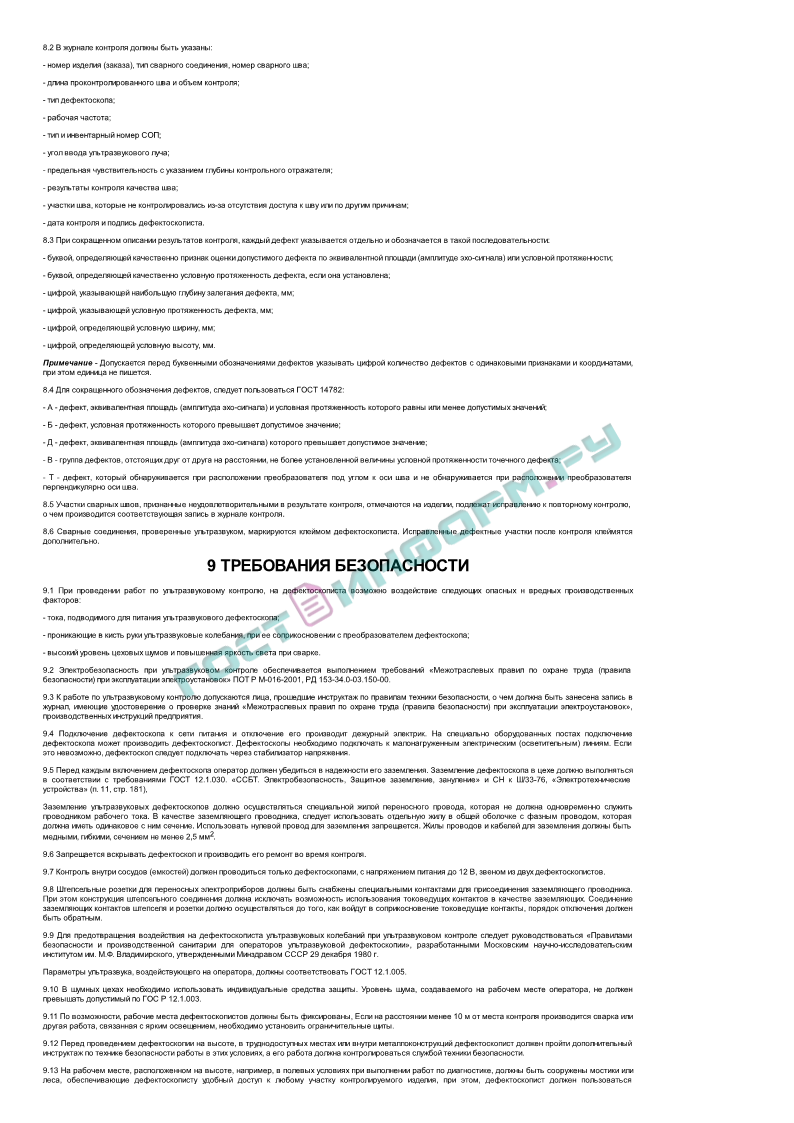
6.10 КЛАССИФИКАЦИЯ И РЕГИСТРАЦИЯ ДЕФЕКТОВ
7 ОЦЕНКА КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ
8 ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ КОНТРОЛЯ
9 ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
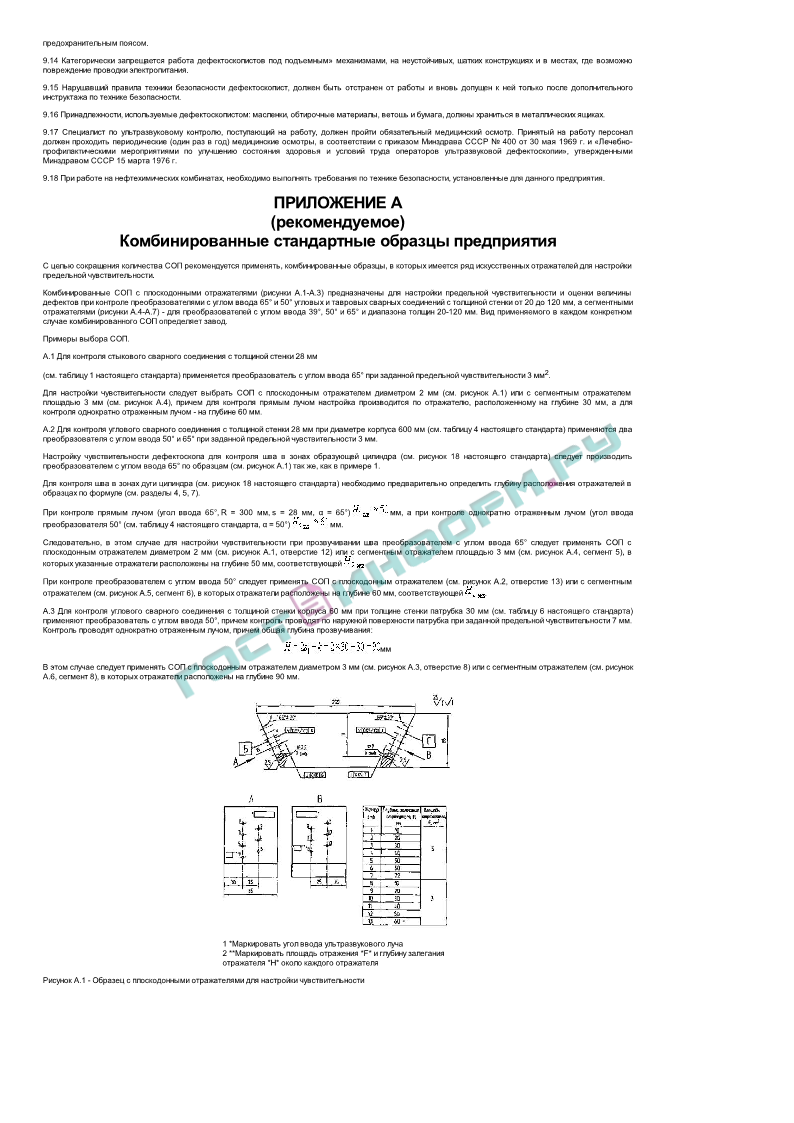
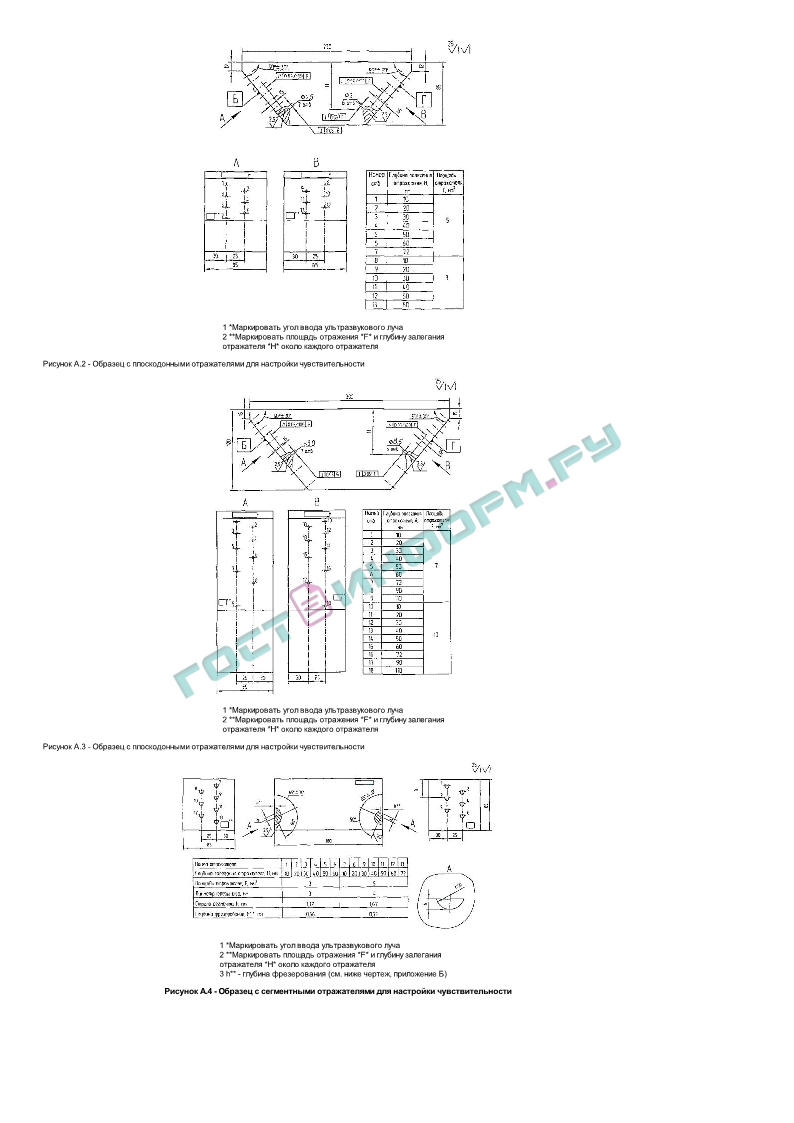
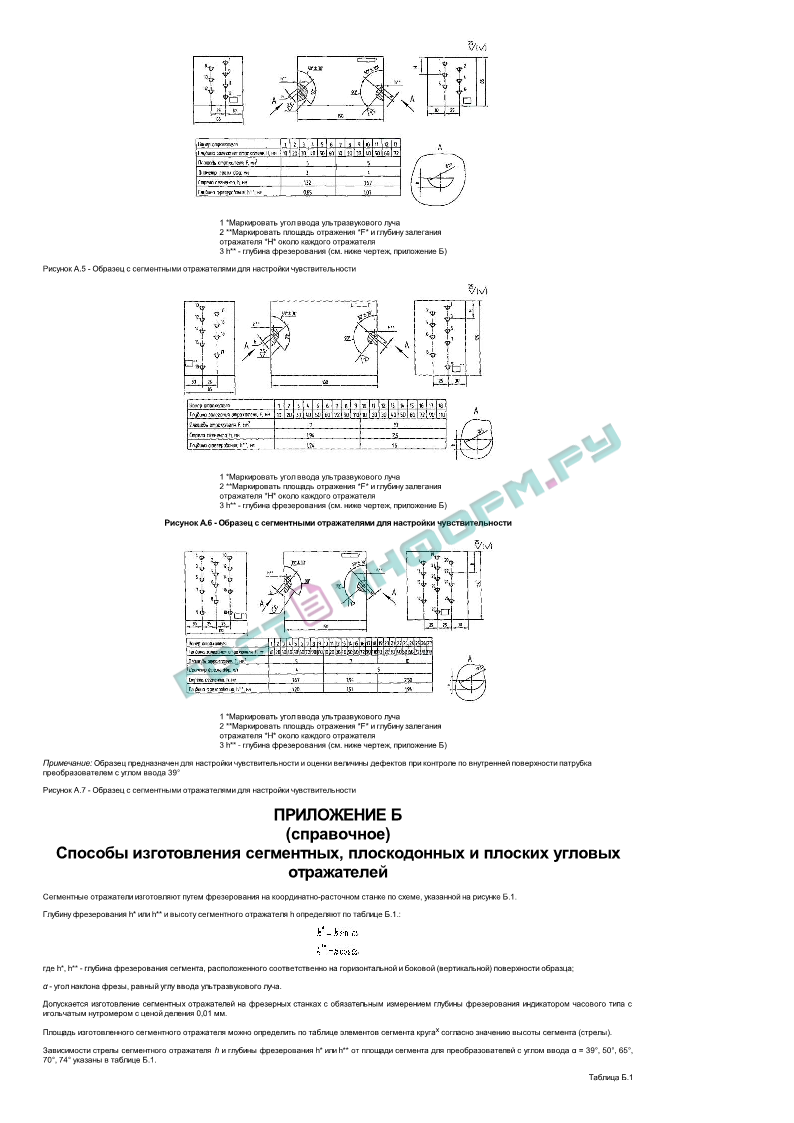
ПРИЛОЖЕНИЕ А (рекомендуемое) Комбинированные стандартные образцы предприятия
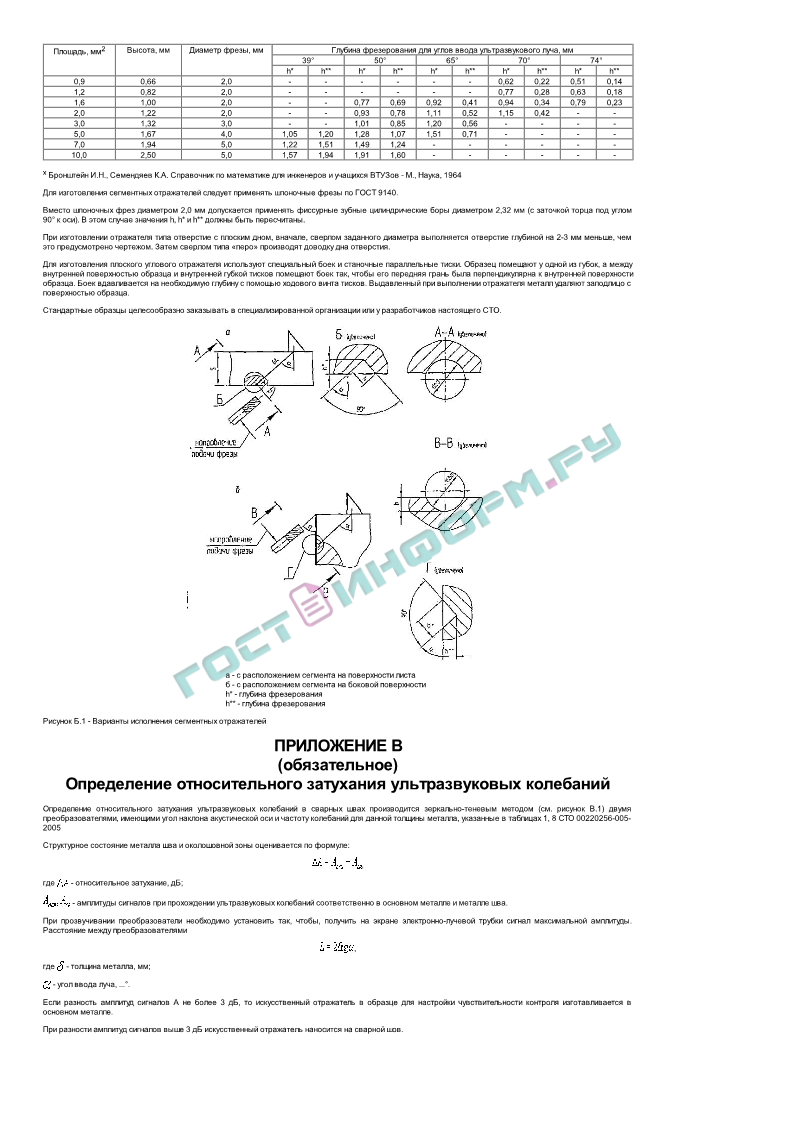
ПРИЛОЖЕНИЕ Б (справочное) Способы изготовления сегментных, плоскодонных и плоских угловых отражателей
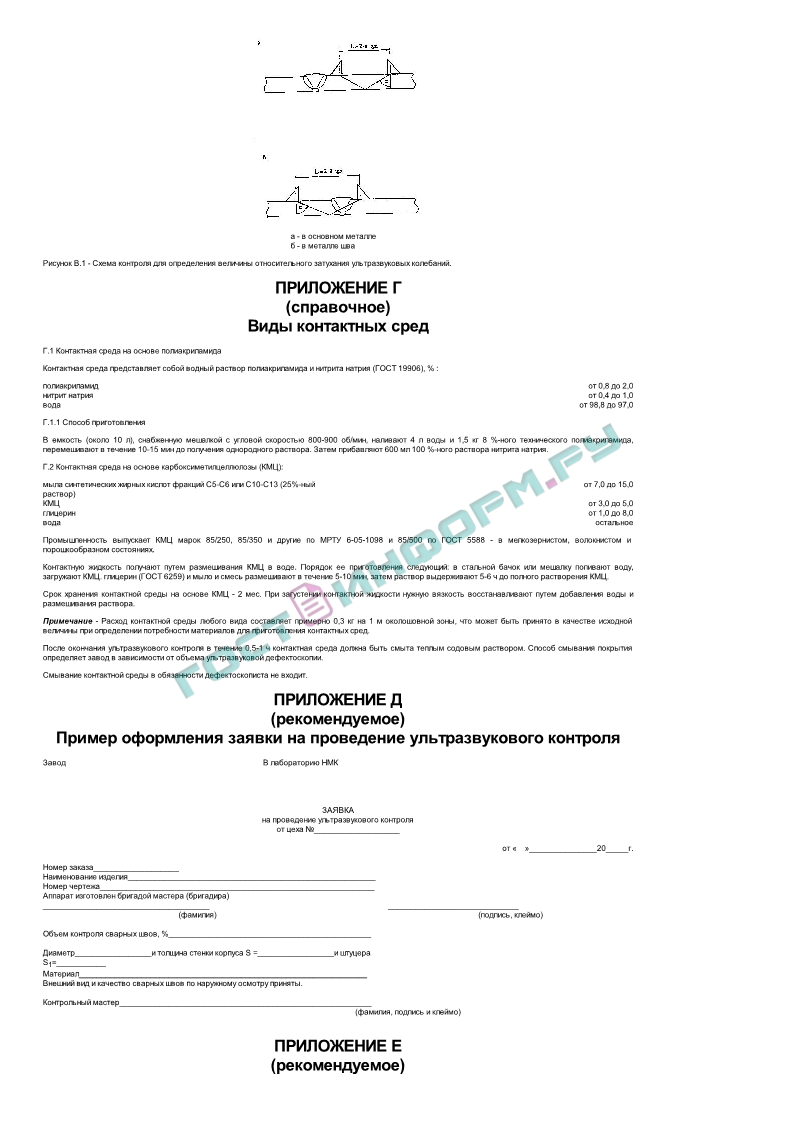
ПРИЛОЖЕНИЕ В (обязательное) Определение относительного затухания ультразвуковых колебаний
ПРИЛОЖЕНИЕ Г (справочное) Виды контактных сред
ПРИЛОЖЕНИЕ Д (рекомендуемое) Пример оформления заявки на проведение ультразвукового контроля
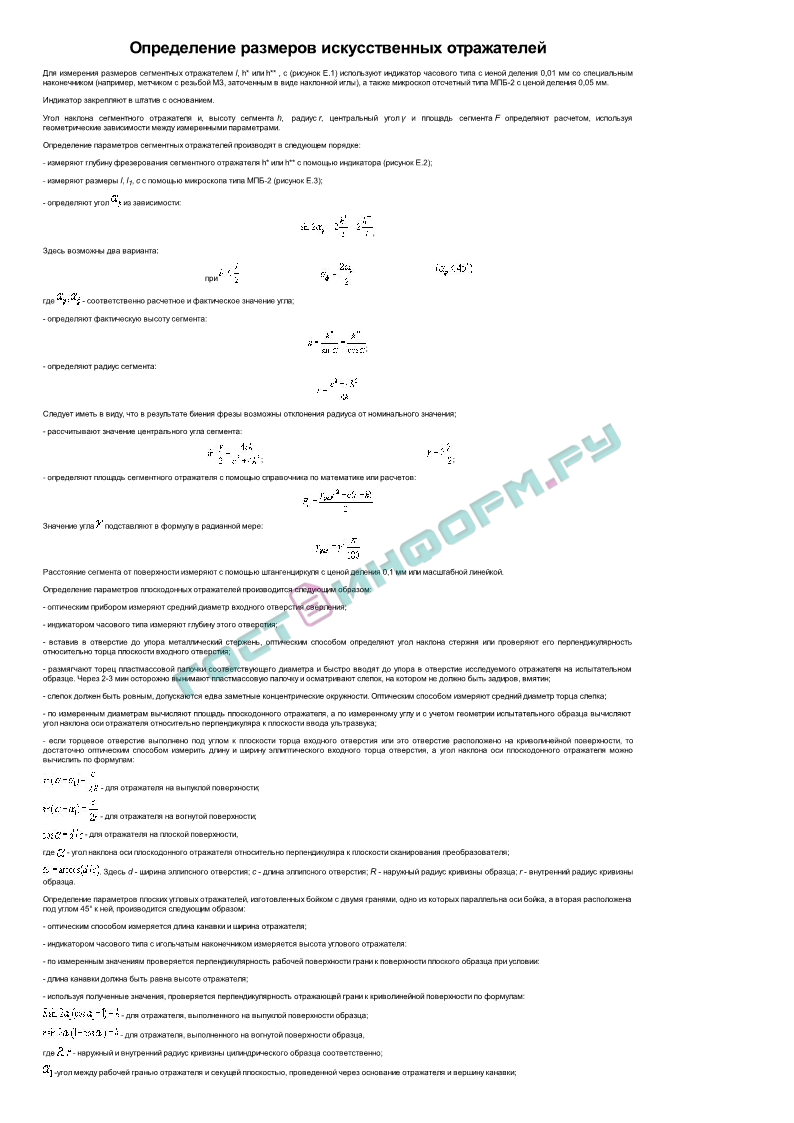
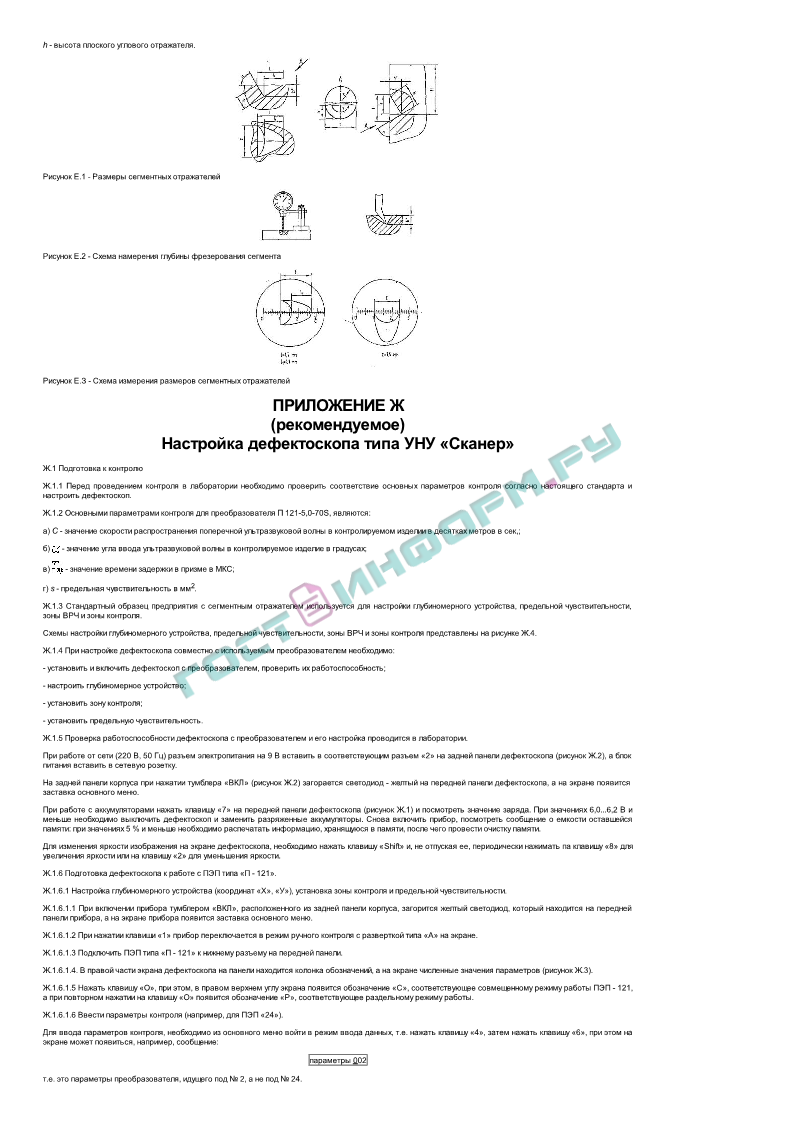
ПРИЛОЖЕНИЕ Е (рекомендуемое) Определение размеров искусственных отражателей
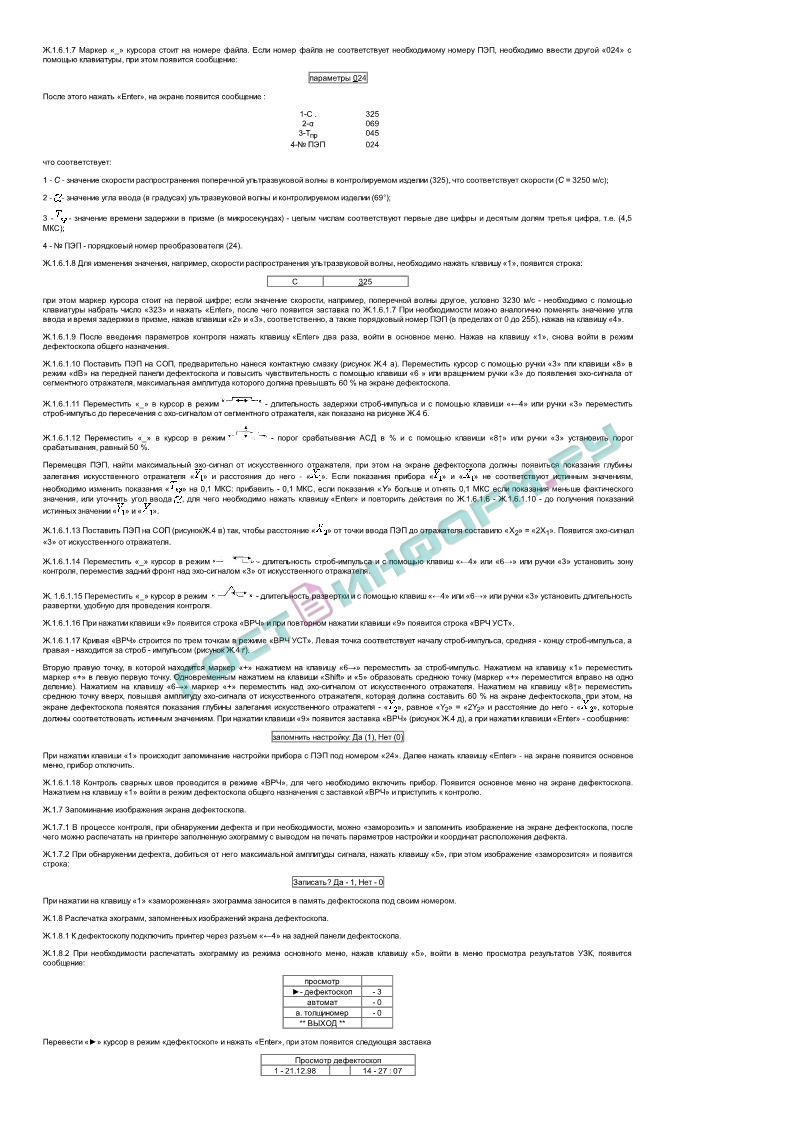
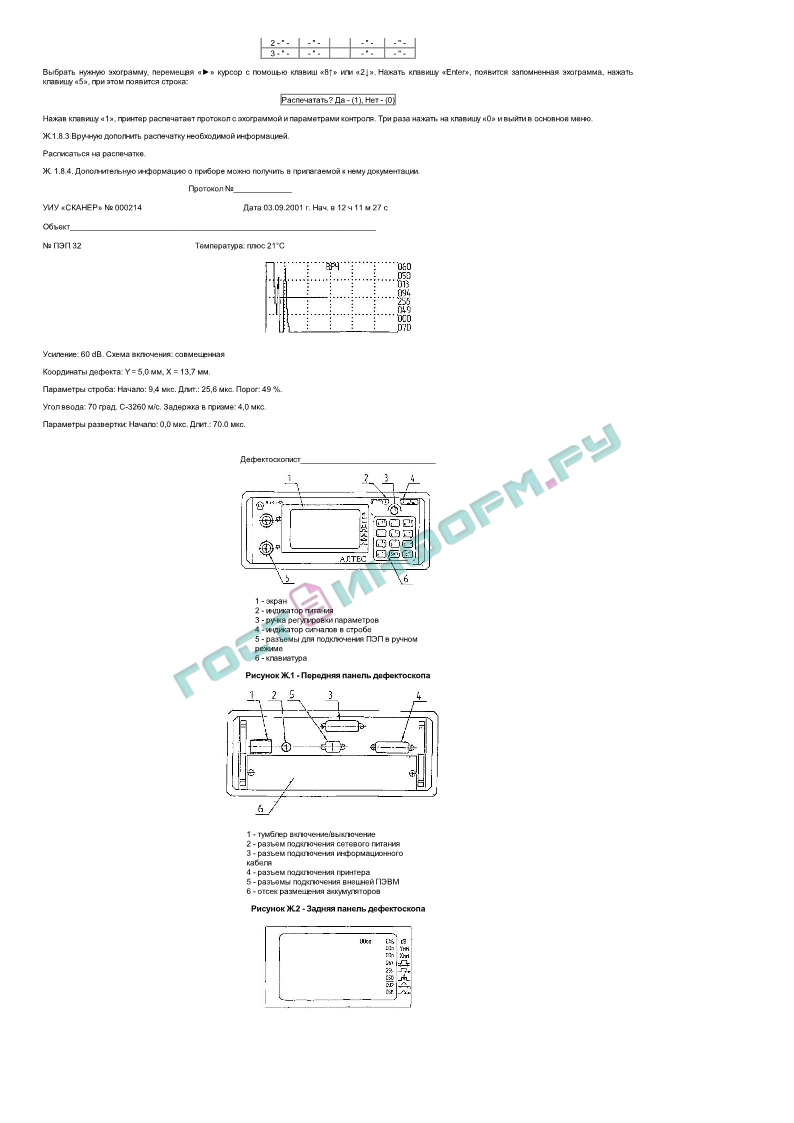
ПРИЛОЖЕНИЕ Ж (рекомендуемое) Настройка дефектоскопа типа УНУ «Сканер»
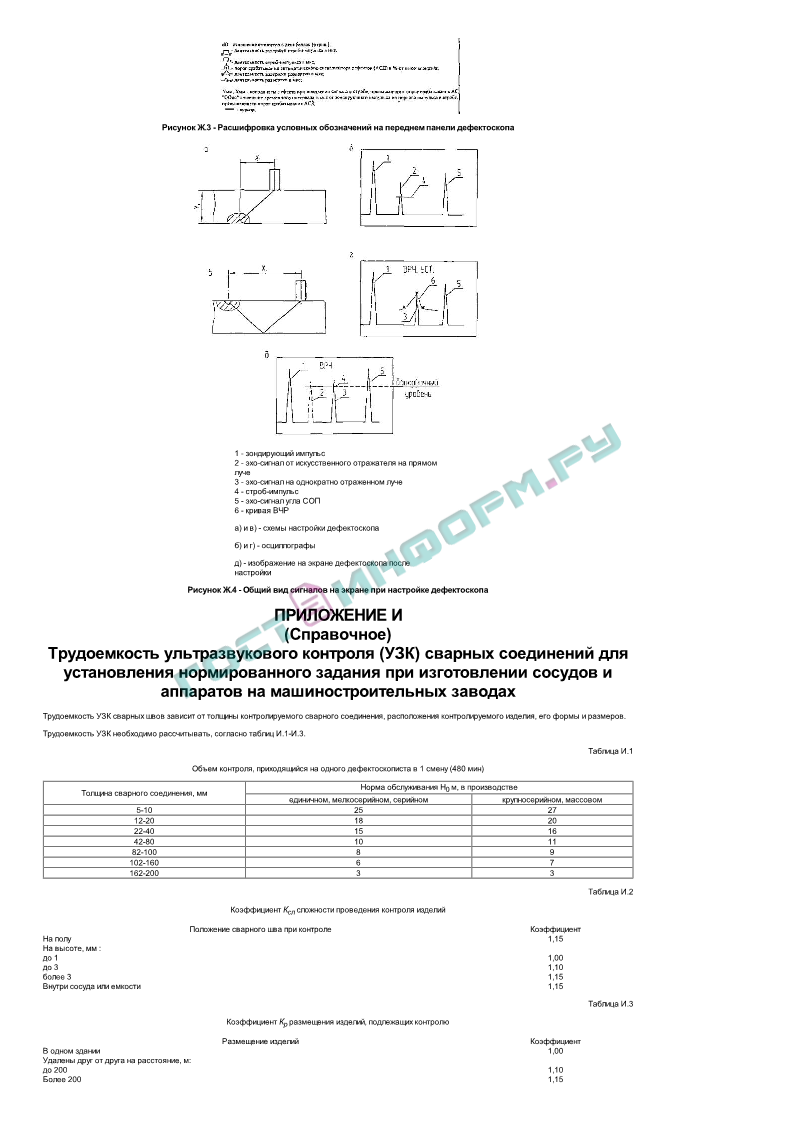
ПРИЛОЖЕНИЕ И (Справочное) Трудоемкость ультразвукового контроля (УЗК) сварных соединений для установления нормированного задания при изготовлении сосудов и аппаратов а машиностроительных заводах
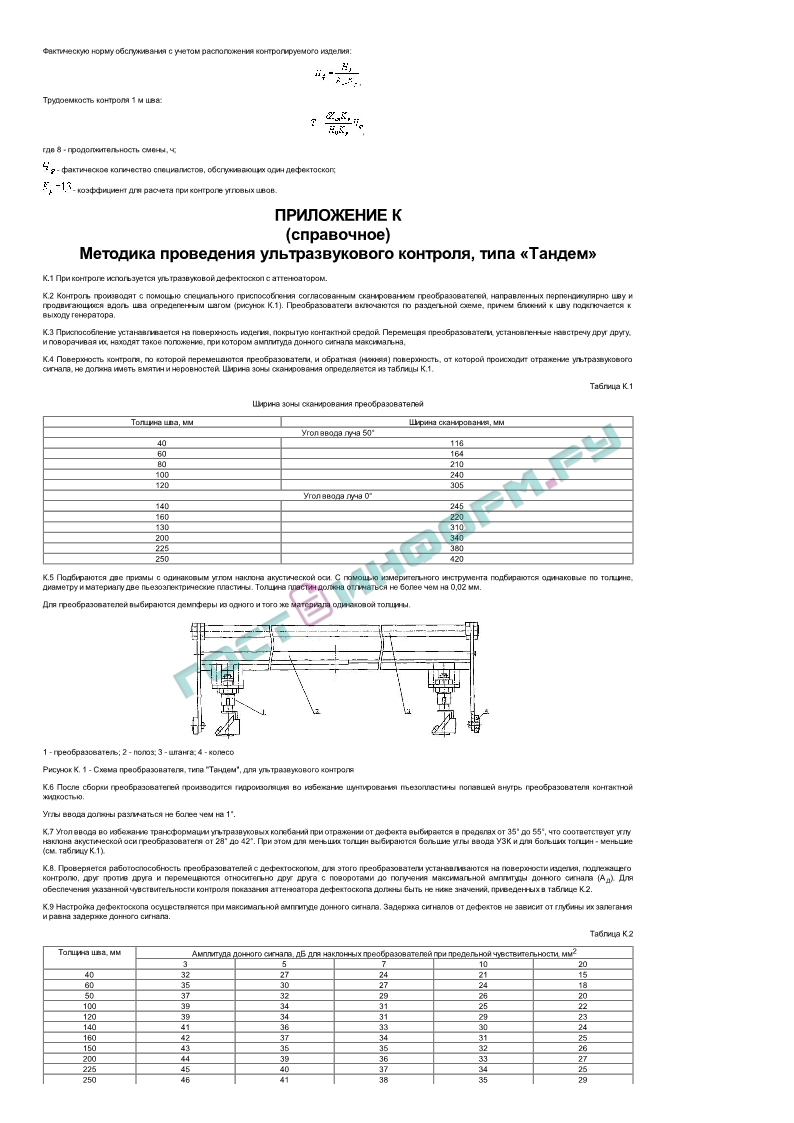
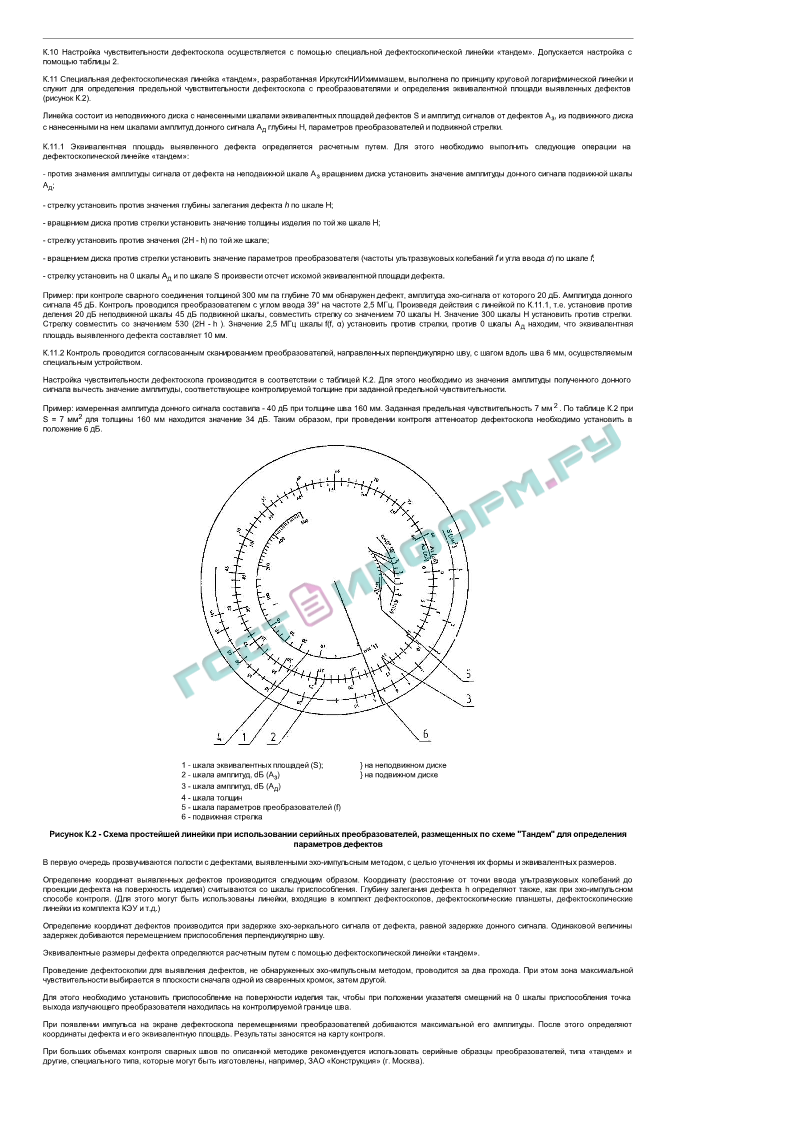
ПРИЛОЖЕНИЕ К (справочное) Методика проведения ультразвукового контроля, типа «Тандем»
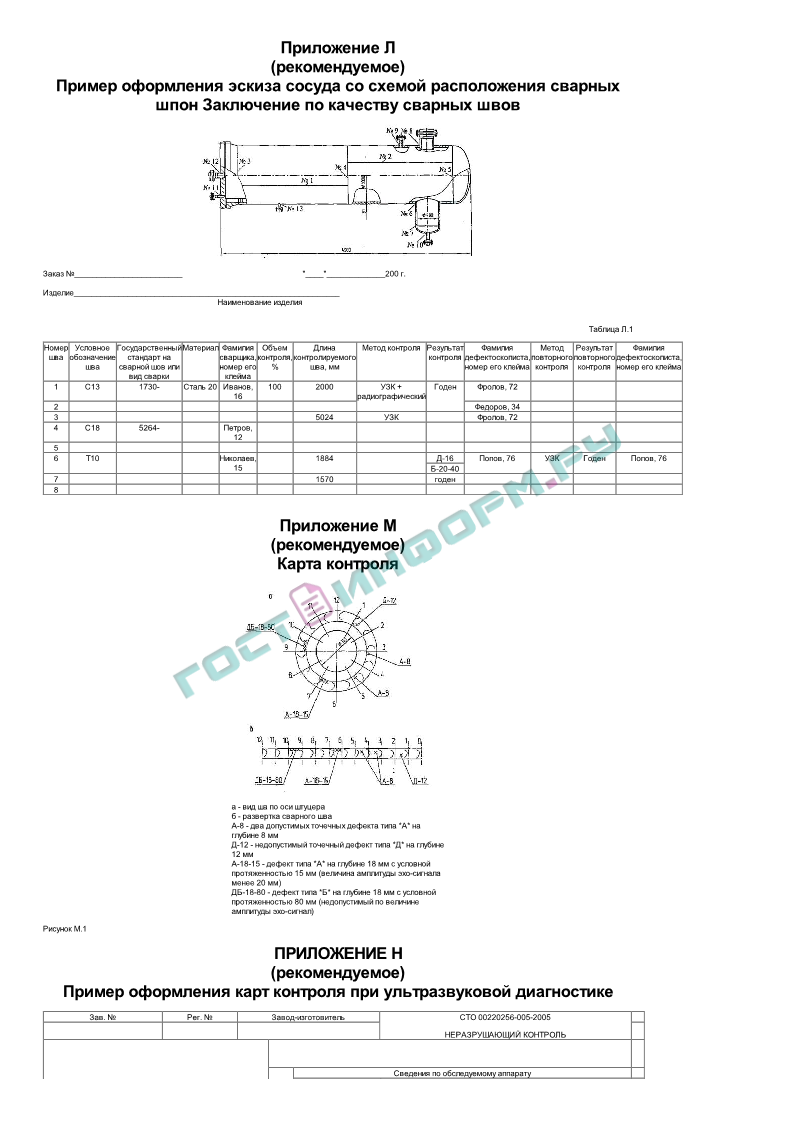
Приложение Л (рекомендуемое) Пример оформления эскиза сосуда со схемой расположения сварных шпон Заключение по качеству сварных швов
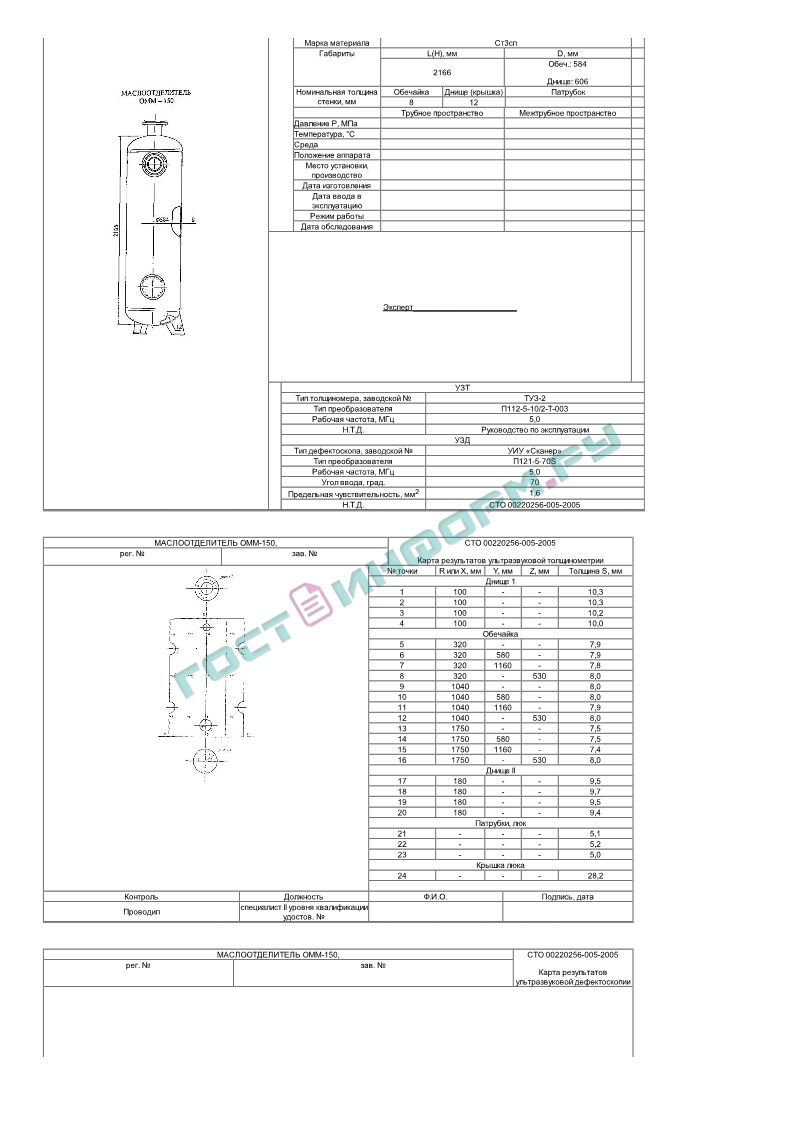
Приложение М (рекомендуемое) Карта контроля
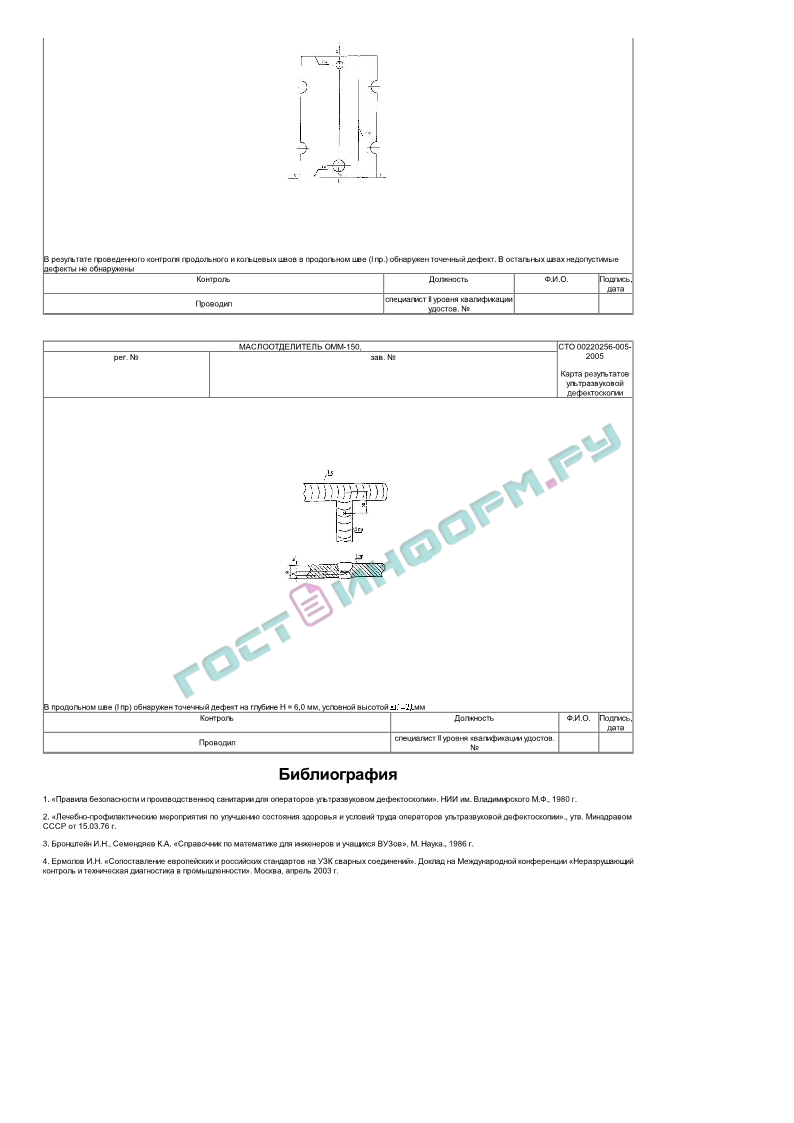
ПРИЛОЖЕНИЕ Н (рекомендуемое) Пример оформления карт контроля при ультразвуковой диагностике
Библиография
Текст документа СТО 00220256-005-2005

Скачать документ бесплатно (Печать в pdf)
ГОСТы
Нормативные документы