СТО 00220256-002-2006 Сварочные работы при ремонте и реконструкции сосудов и аппаратов. Типовые технические условия
Описание:
Статус: действующий
Обозначение: СТО 00220256-002-2006
Название русское: Сварочные работы при ремонте и реконструкции сосудов и аппаратов. Типовые технические условия
Дата введения: 2006-05-01
Разработан в: ОАО "НИИХИММАШ"
Утверждён в: ОАО "НИИхиммаш" (26.01.2006)
Опубликован в: ОАО "НИИХИММАШ" № 2006
Область и условия применения: Настоящий стандарт организации предназначен для руководства при реконструкции и ремонте сосудов, аппаратов, трубопроводов и их элементов (далее оборудования), изготовляемых из углеродистых, низколегированных, коррозионно-стойких и двухслойных сталей, а также титана, никеля, алюминия, меди и их сплавов, работающих под давлением не более 16 МПа (160 кгс/см2) или без давления в агрессивных и неагрессивных средах
Оглавление: 1. НАЗНАЧЕНИЕ
2. НОРМАТИВНЫЕ ССЫЛКИ
3. ОРГАНИЗАЦИЯ И УСЛОВИЯ ПРОВЕДЕНИЯ РЕМОНТНО-СВАРОЧНЫХ РАБОТ
4. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
5. ТРЕБОВАНИЯ К СВАРЩИКАМ
6. ТРЕБОВАНИЯ К ОБОРУДОВАНИЮ
7. ТРЕБОВАНИЯ К ОСНОВНЫМ И СВАРОЧНЫМ МАТЕРИАЛАМ
8. СПЕЦИАЛЬНЫЕ ТРЕБОВАНИЯ ПРИ ПРОВЕДЕНИИ РЕМОНТНЫХ РАБОТ ОБОРУДОВАНИЯ ИЗ МАТЕРИАЛОВ, ИМЕЮЩИХ СВАРОЧНО-ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ
9. ТРЕБОВАНИЯ К СБОРКЕ ДЕТАЛЕЙ ПОД РЕМОНТНУЮ СВАРКУ
10. ПОДГОТОВКА ПОД СВАРКУ (НАПЛАВКУ)
11. ОБЩИЕ ТРЕБОВАНИЯ К СВАРКЕ
12. ТИПОВЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ РЕМОНТНОЙ СВАРКИ
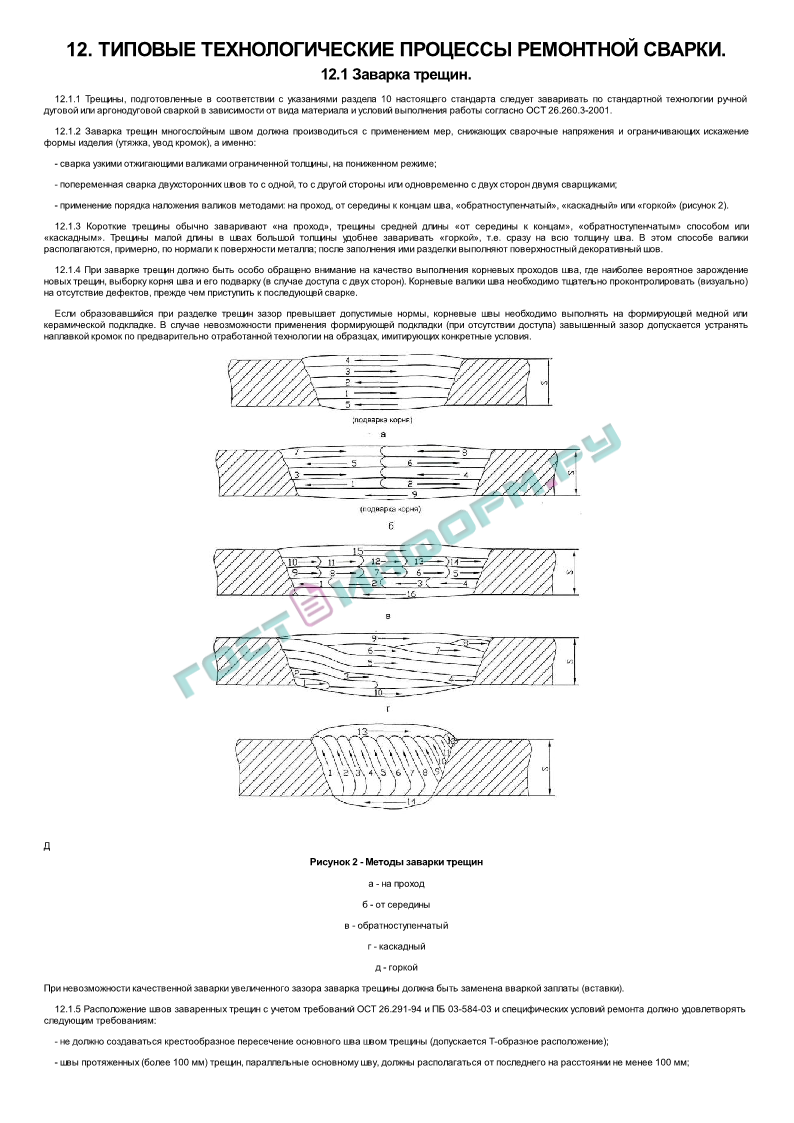
12.1 Заварка трещин
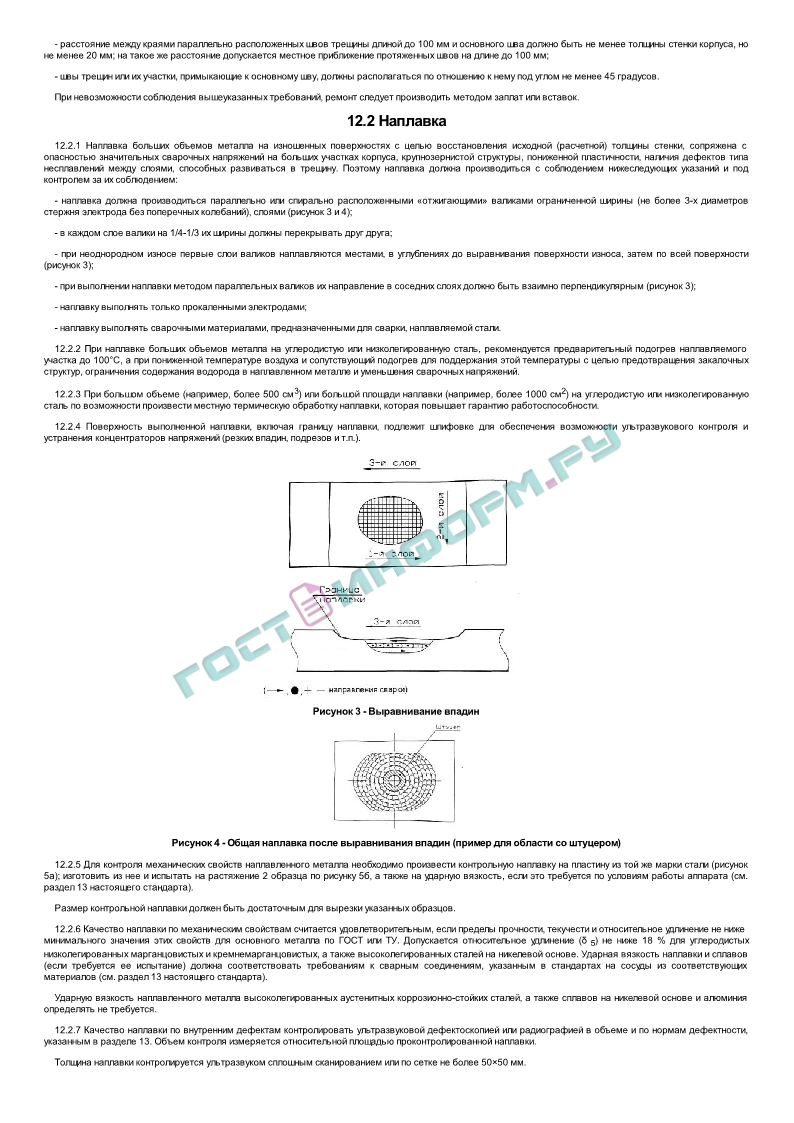
12.2 Наплавка
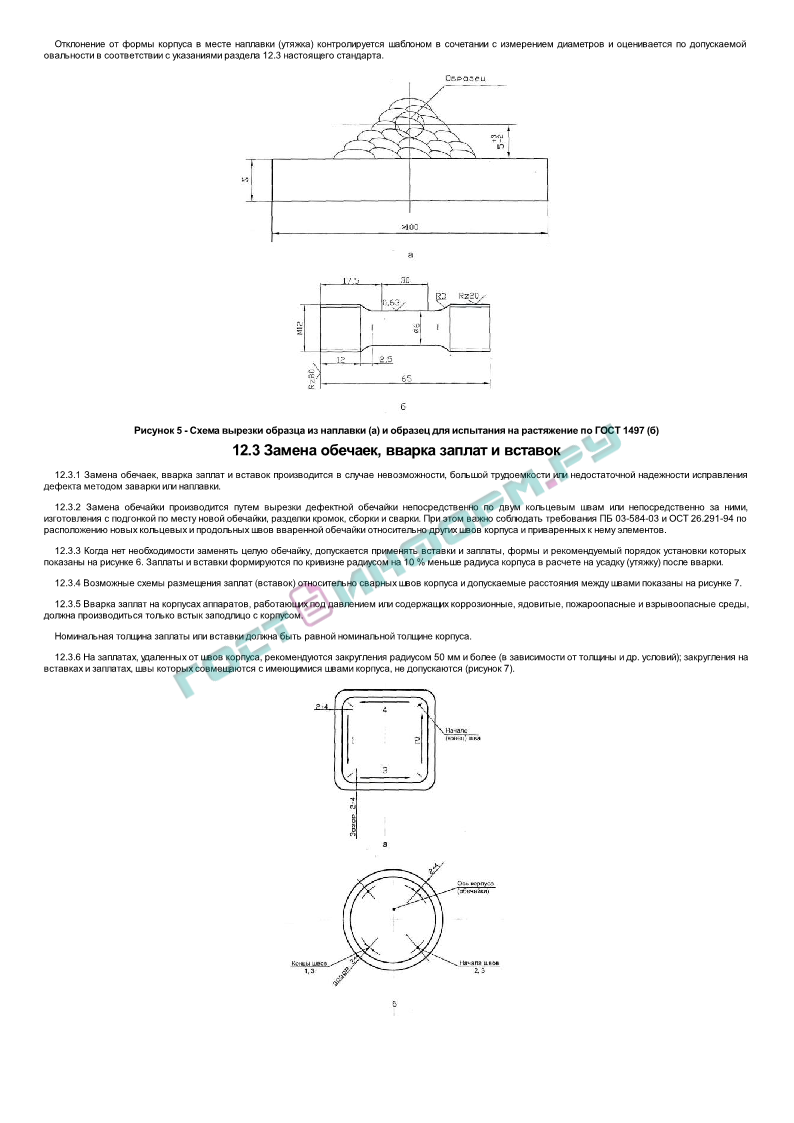
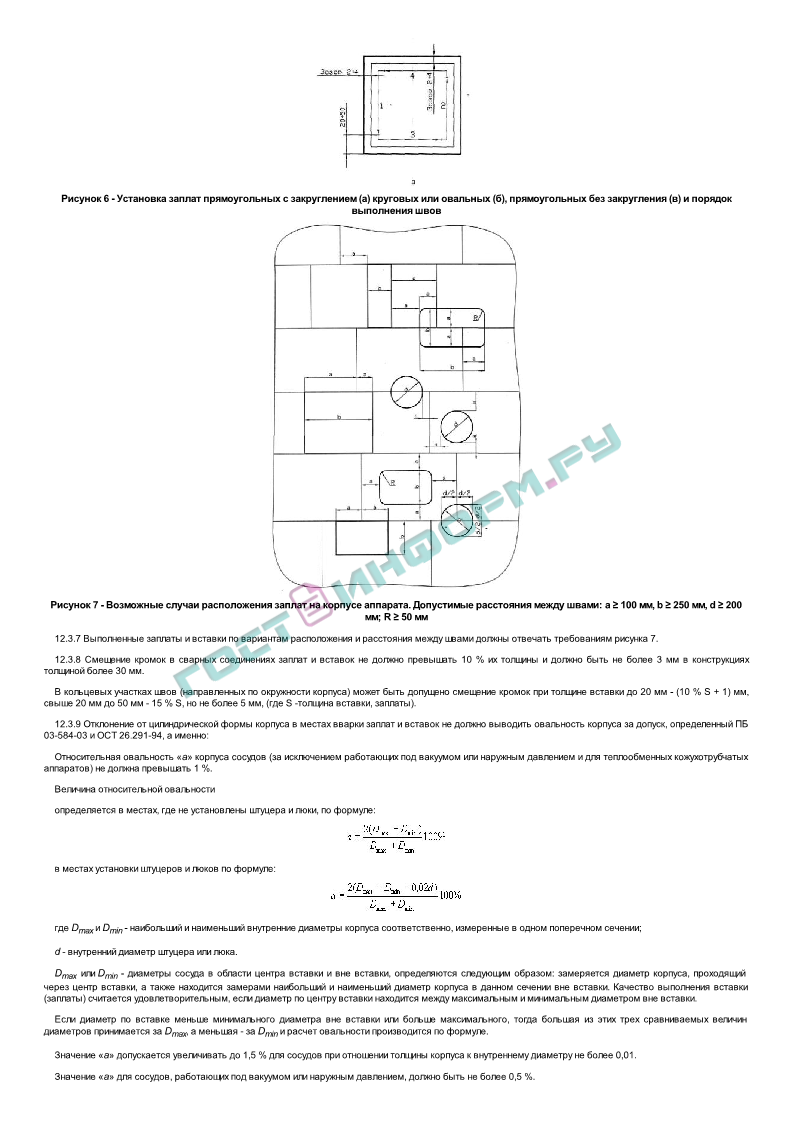
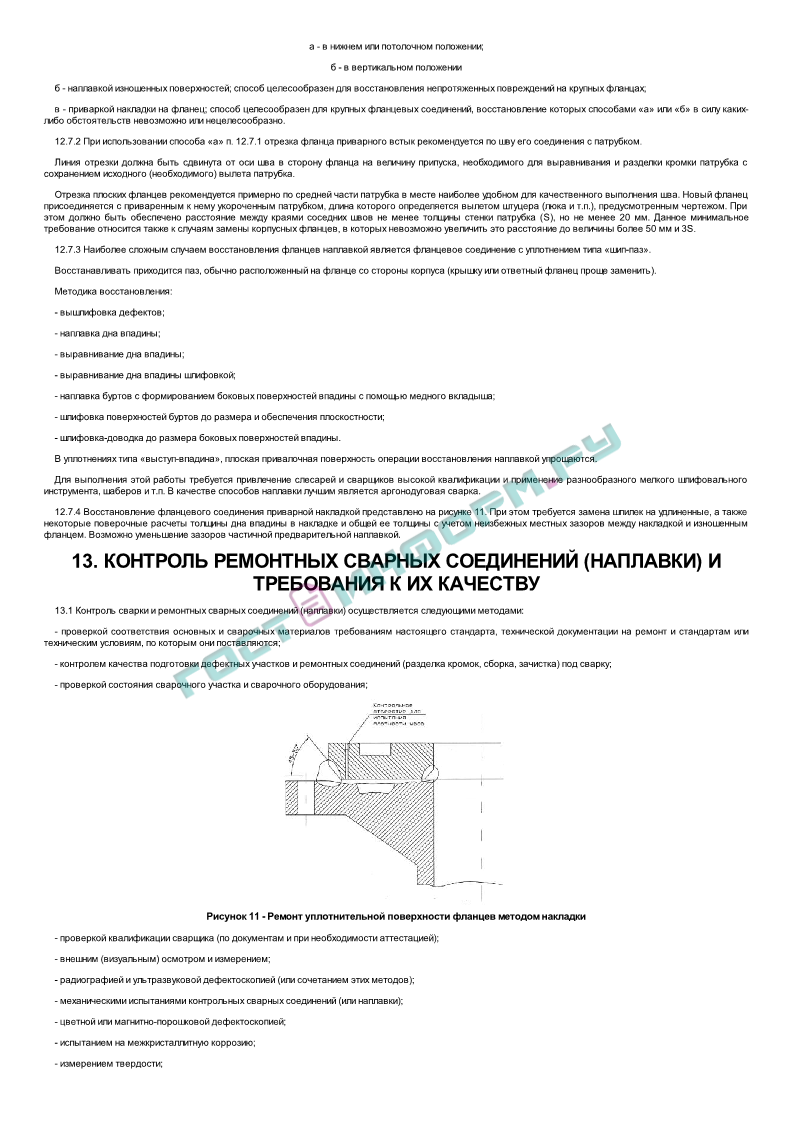
12.3 Замена обечаек, вварка заплат и вставок
12.4 Замена штуцеров, люков
12.5 Ремонт соединений труб с трубными решетками
12.6 Исправление дефектов в змеевиках
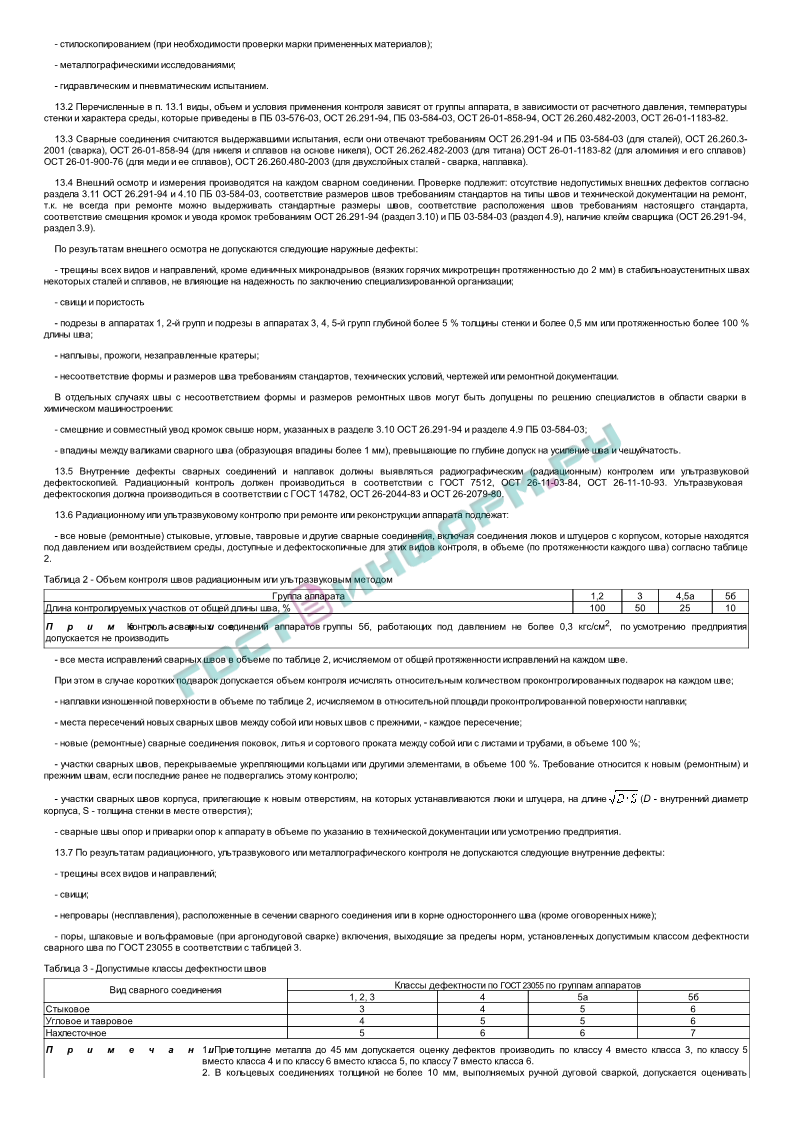
12.7 Восстановление уплотнительных поверхностей фланцев
13. КОНТРОЛЬ РЕМОНТНЫХ СВАРНЫХ СОЕДИНЕНИЙ (НАПЛАВКИ) И ТРЕБОВАНИЯ К ИХ КАЧЕСТВУ
14. ИСПРАВЛЕНИЕ ДЕФЕКТОВ РЕМОНТНОЙ СВАРКИ
15. ТЕРМООБРАБОТКА
16. КОНКРЕТНЫЕ ПРИМЕРЫ РЕМОНТА
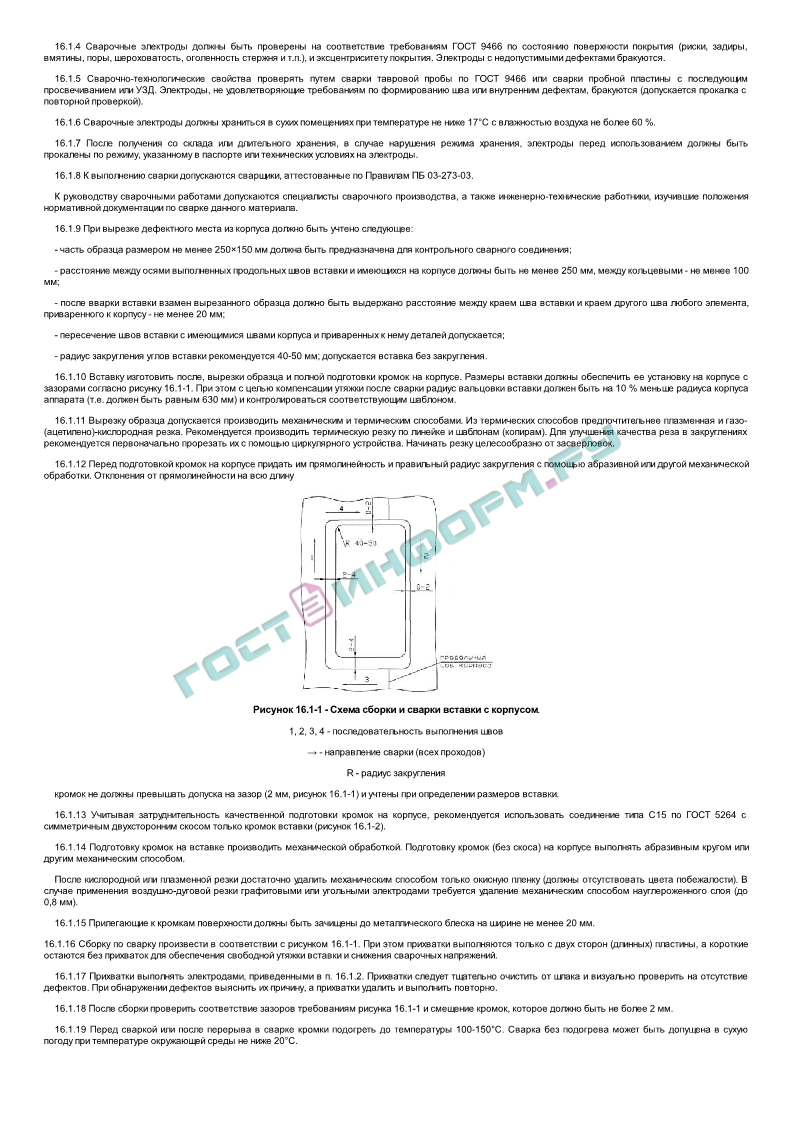
16.1 Ремонт корпуса цилиндрического аппарата (дистилляционная колонна) диаметр 1400х20 мм высотой 19220 мм из стали Ст3сп вваркой вставки взамен вырезанного дефектного участка (аппарат работает под давлением до 20 кгс/см2 и температуре 135-200°С и относится к аппаратам 3 группы по ОСТ 26.291-94)
16.2 Технологическая инструкция по ремонту наплавкой корпуса автоклава V=5 м3 из сплава ХН78Т (ЭИ 435)
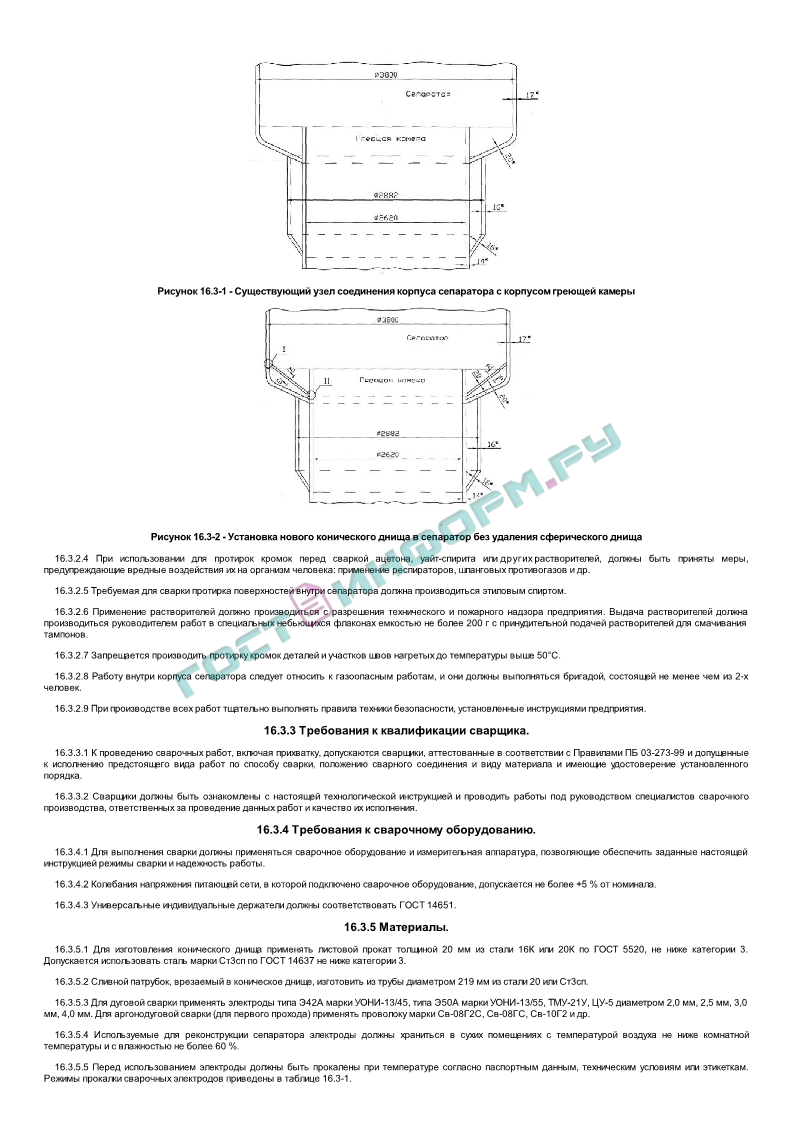
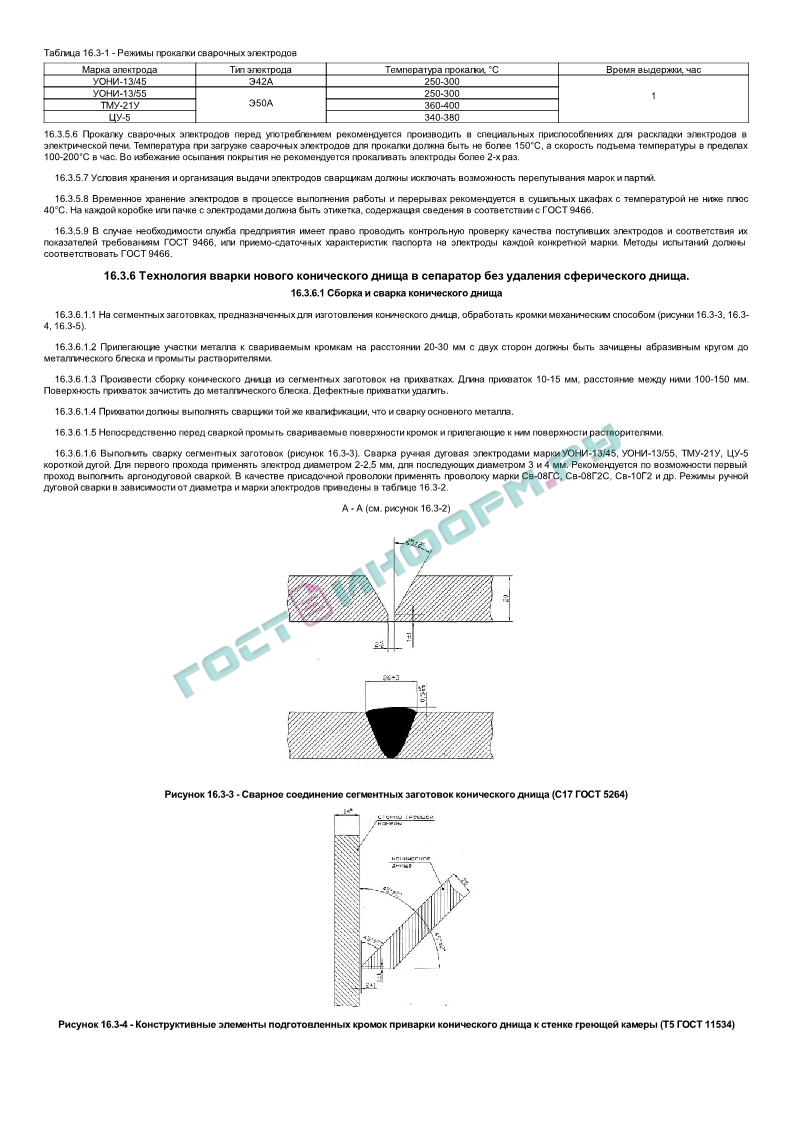
16.3 Технологическая инструкция на вварку нового конического днища в сепаратор без удаления сферического днища выпарного аппарата
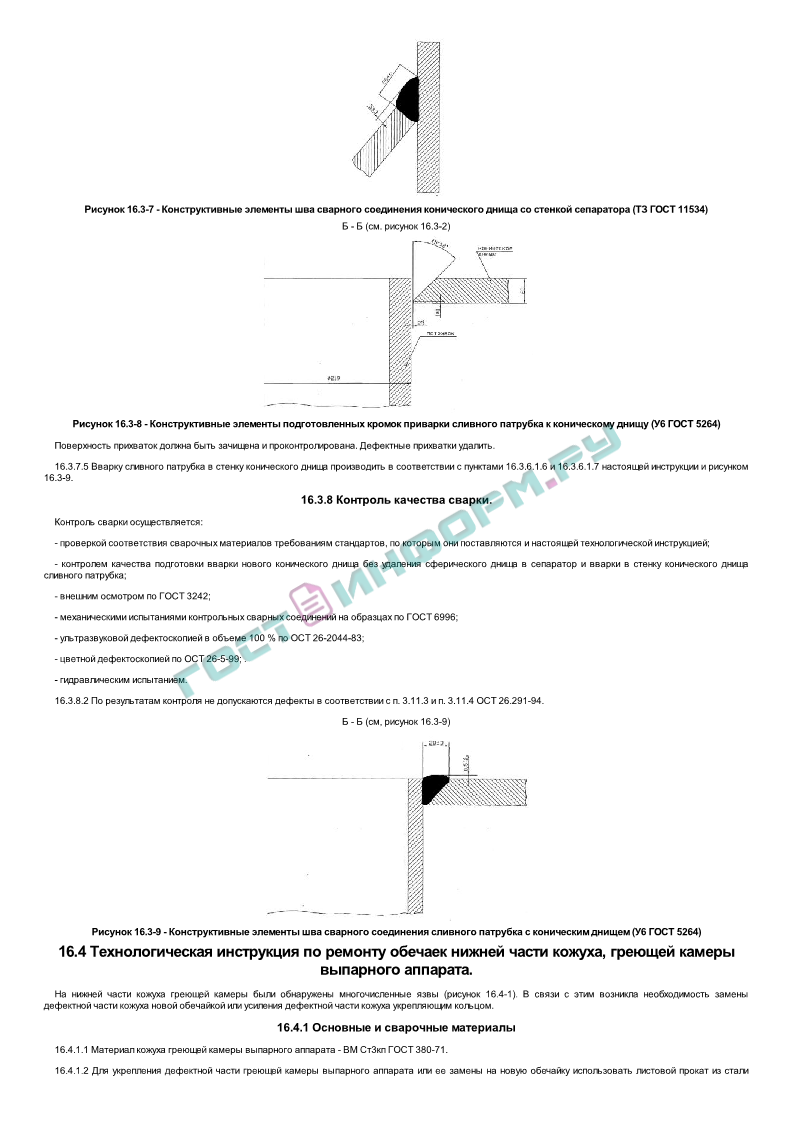
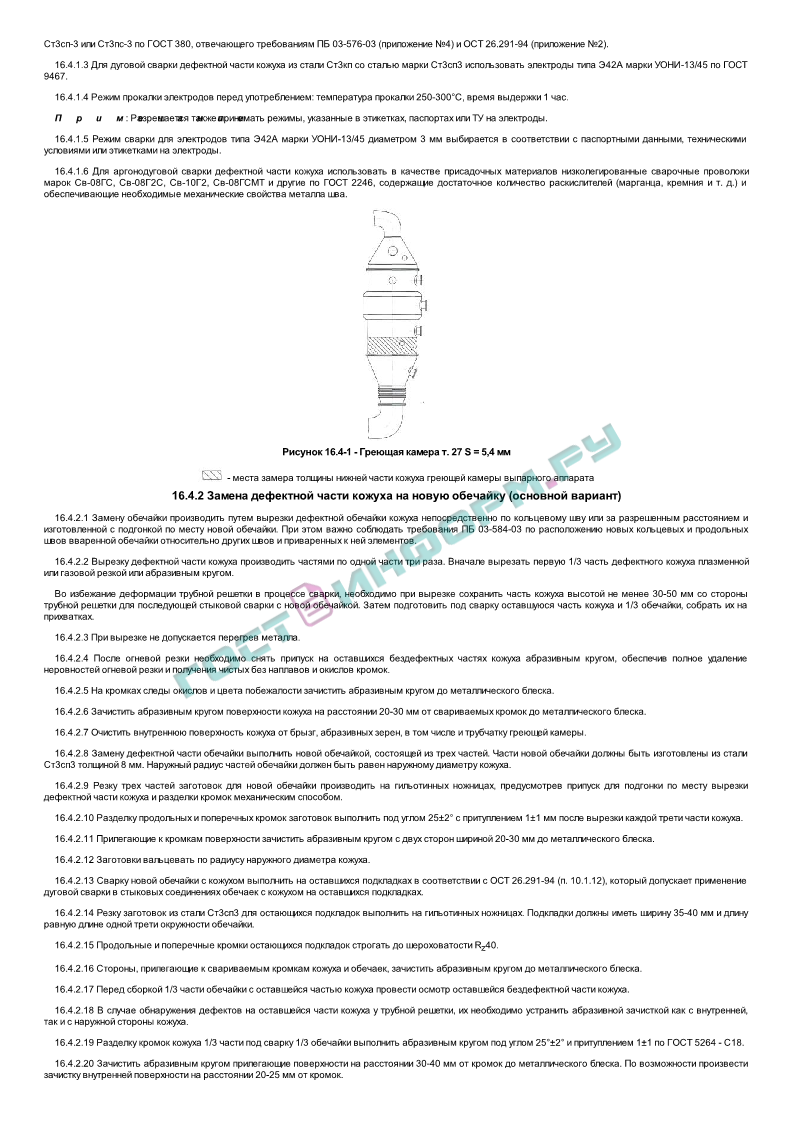
16.4 Технологическая инструкция по ремонту обечаек нижней части кожуха, греющей камеры выпарного аппарата
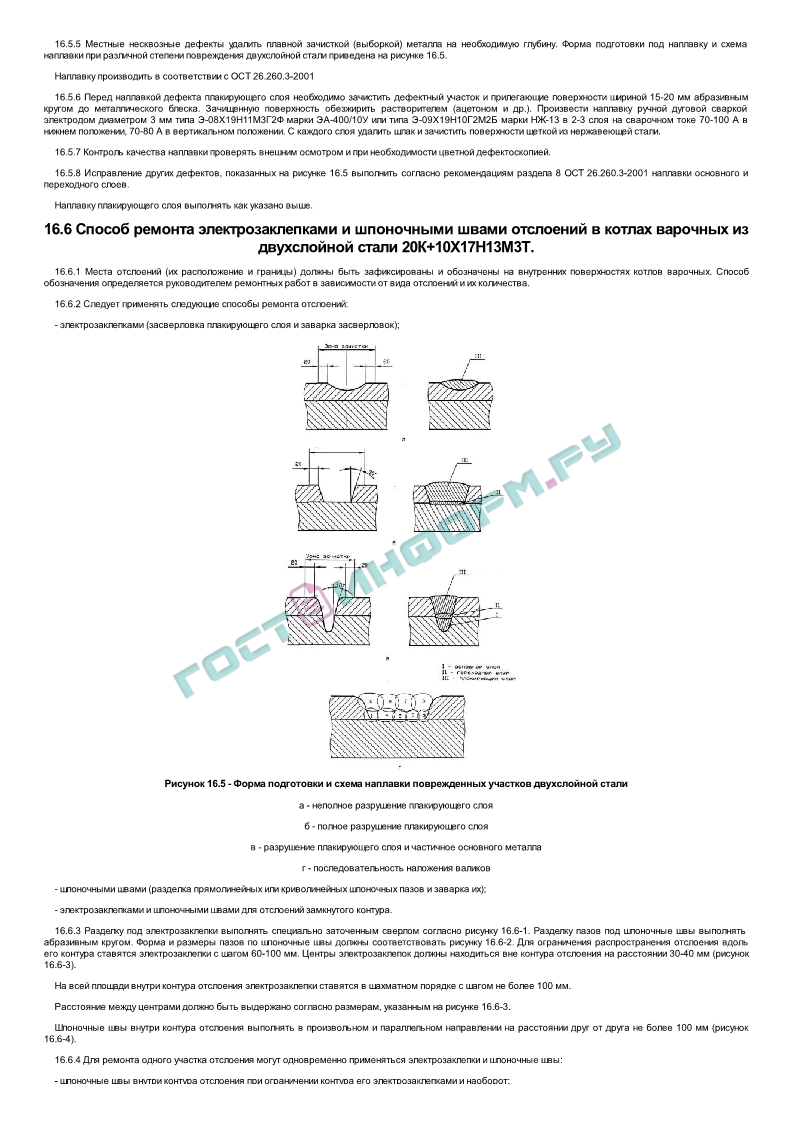
16.5 Ремонт плакирующего слоя двухслойного металла 20К+10Х17Н13М2Т корпуса выпарного аппарата
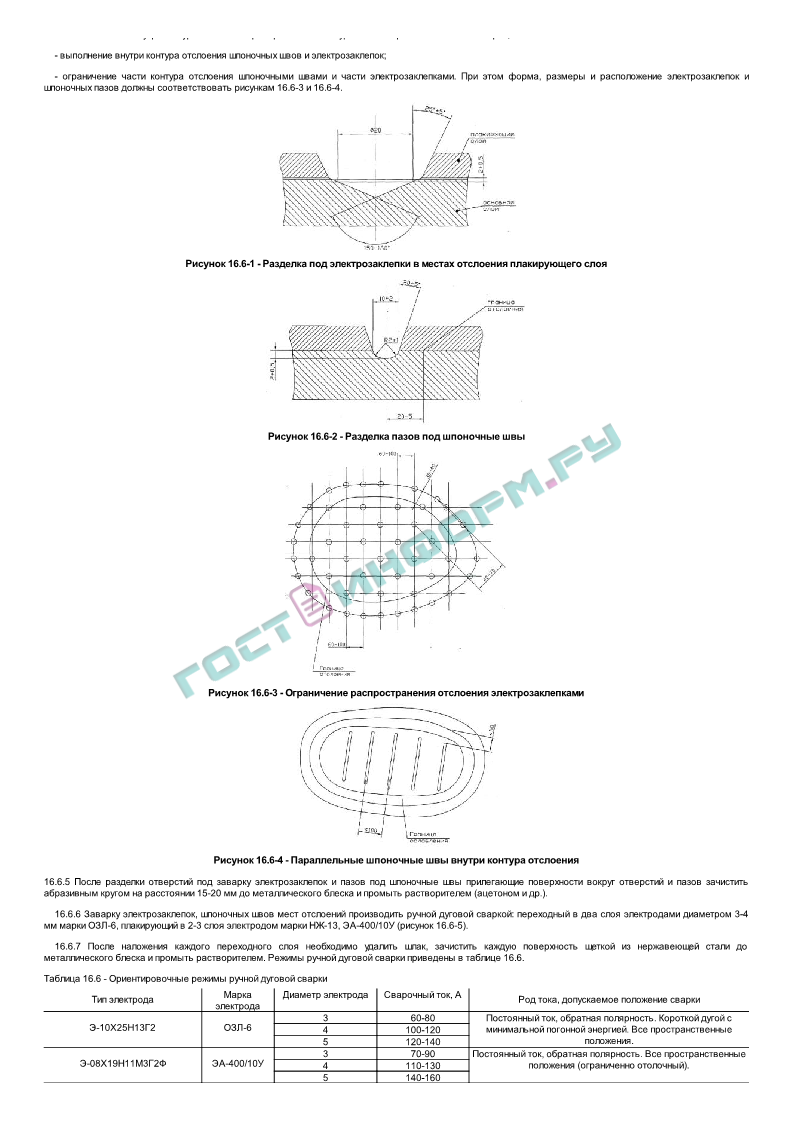
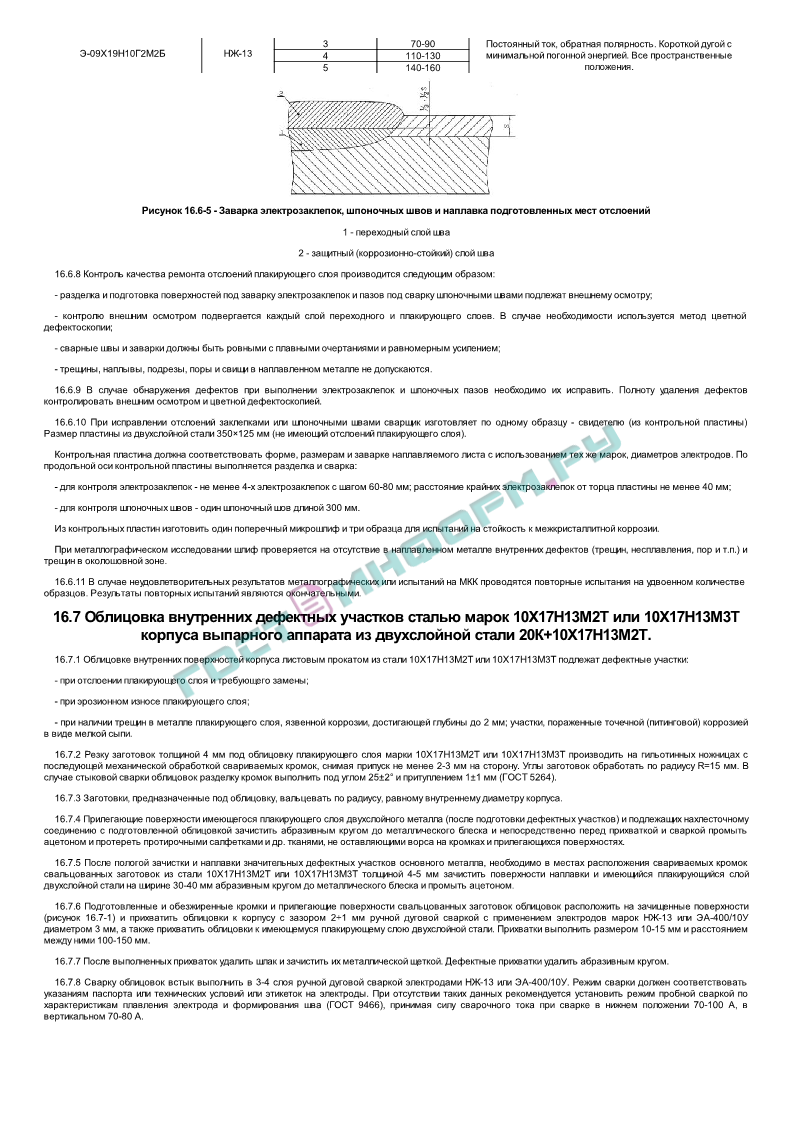
16.6 Способ ремонта электрозаклепками и шпоночными швами отслоений в котлах варочных из двухслойной стали 20К+10Х17Н13М3Т
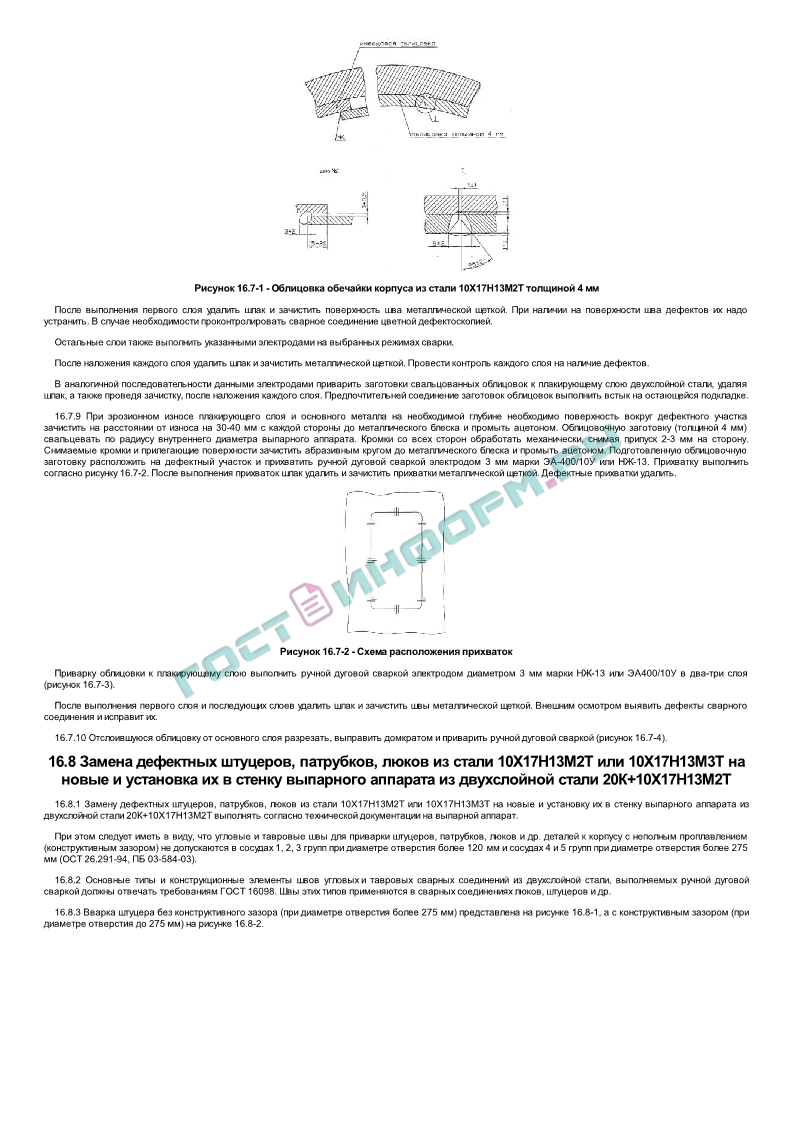
16.7 Облицовка внутренних дефектных участков сталью марок 10Х17Н13М2Т или 10Х17Н13М3Т корпуса выпарного аппарата из двухслойной стали 20К+10Х17Н13М2Т
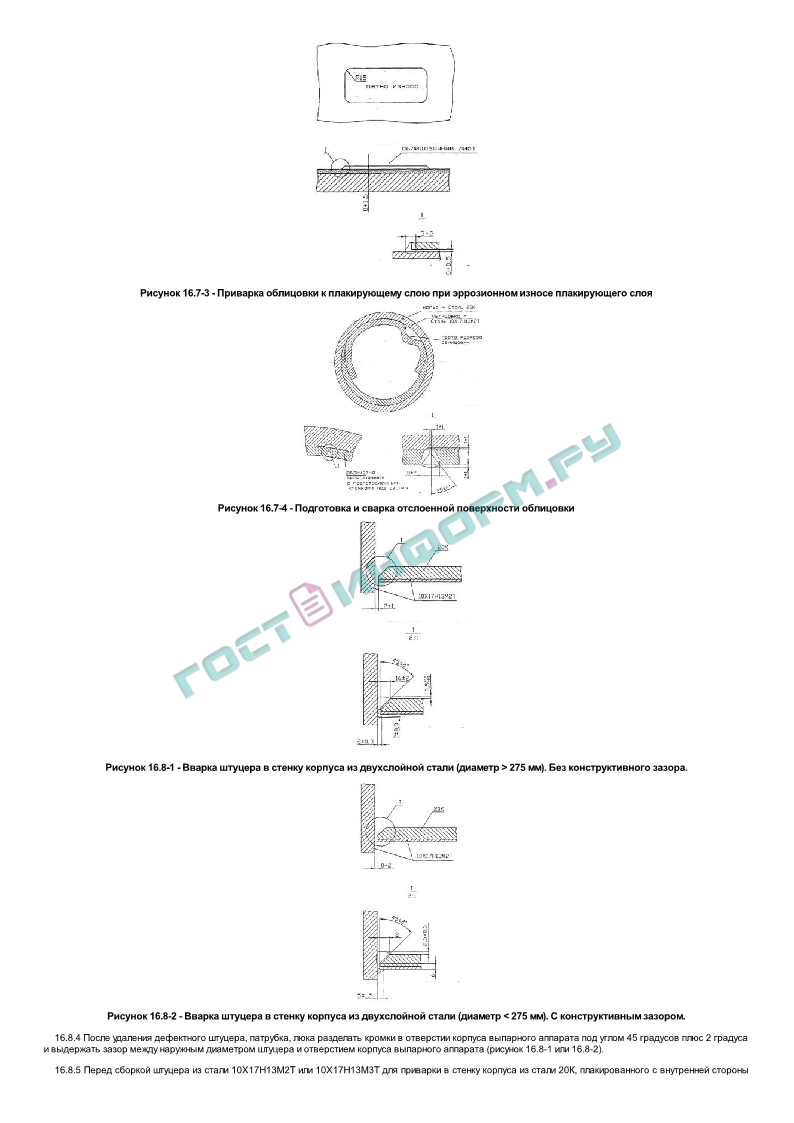
16.8 Замена дефектных штуцеров, патрубков, люков из стали 10Х17Н13М2Т или 10Х17Н13М3Т на новые и установка их в стенку выпарного аппарата из двухслойной стали 20К+10Х17Н13М2Т
16.9 Ремонт износа корпуса аппарата наплавкой с укреплением стенки корпуса в месте наплавки с помощью накладки
ПРИЛОЖЕНИЕ А (справочное) Марки стали или сплава для возможной замены при ремонте оборудования
ПРИЛОЖЕНИЕ Б (рекомендуемое) Технологическая карта
ПРИЛОЖЕНИЕ В (рекомендуемое) Удостоверение о качестве
Текст документа СТО 00220256-002-2006











Скачать документ бесплатно (Печать в pdf)
ГОСТы
Нормативные документы